ਇੱਕ ਰਿਬਨ ਮਿਕਸਰ ਦੇ ਆਯਾਮੀ ਮਾਪਦੰਡ ਉਪਕਰਣਾਂ ਦੀ ਚੋਣ ਅਤੇ ਪ੍ਰਕਿਰਿਆ ਲੇਆਉਟ ਲਈ ਬੁਨਿਆਦੀ ਇਨਪੁੱਟ ਮਾਪਦੰਡ ਵਜੋਂ ਕੰਮ ਕਰਦੇ ਹਨ। ਇੰਜੀਨੀਅਰਿੰਗ ਅਭਿਆਸ ਵਿੱਚ, "ਆਯਾਮ" ਸ਼ਬਦ ਤਿੰਨ ਆਪਸ ਵਿੱਚ ਜੁੜੇ ਪਰ ਵੱਖਰੇ ਪਹਿਲੂਆਂ ਨੂੰ ਸ਼ਾਮਲ ਕਰਦਾ ਹੈ: ਵੌਲਯੂਮੈਟ੍ਰਿਕ ਸਮਰੱਥਾ (ਜੋ ਬੈਚ ਪ੍ਰੋਸੈਸਿੰਗ ਸਮਰੱਥਾ ਨਿਰਧਾਰਤ ਕਰਦੀ ਹੈ), ਬਾਹਰੀ ਜਿਓਮੈਟ੍ਰਿਕ ਮਾਪ (ਜੋ ਇੰਸਟਾਲੇਸ਼ਨ ਫੁੱਟਪ੍ਰਿੰਟ ਅਤੇ ਲੋੜੀਂਦੇ ਹੈੱਡਰੂਮ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰਦੇ ਹਨ), ਅਤੇ ਅੰਦਰੂਨੀ ਚਲਦੇ ਹਿੱਸਿਆਂ ਦੇ ਮਾਪ (ਜੋ ਮਿਕਸਿੰਗ ਰੇਂਜ ਅਤੇ ਇਕਸਾਰਤਾ ਨਿਰਧਾਰਤ ਕਰਦੇ ਹਨ)। ਇਕੱਠੇ, ਇਹ ਤਿੰਨ ਪਹਿਲੂ ਰਿਬਨ ਮਿਕਸਰ ਦਾ ਇੱਕ ਵਿਆਪਕ ਆਯਾਮੀ ਪ੍ਰੋਫਾਈਲ ਬਣਾਉਂਦੇ ਹਨ।
Ⅰ. ਵਾਲੀਅਮ ਨਿਰਧਾਰਨ: ਨਾਮਾਤਰ ਮਾਪ ਬਨਾਮ ਅਸਲ ਸਮਰੱਥਾ
ਰਿਬਨ ਮਿਕਸਰਾਂ ਲਈ ਮਾਡਲ ਅਹੁਦਾ ਆਮ ਤੌਰ 'ਤੇ ਕੁੱਲ ਆਇਤਨ 'ਤੇ ਅਧਾਰਤ ਹੁੰਦੇ ਹਨ, ਜੋ ਕਿ ਮਿਕਸਿੰਗ ਚੈਂਬਰ ਦੇ U-ਆਕਾਰ ਵਾਲੇ ਟਰੱਫ ਦੇ ਅੰਦਰ ਅੰਦਰੂਨੀ ਸਪੇਸ ਦੇ ਜਿਓਮੈਟ੍ਰਿਕ ਆਇਤਨ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ, ਜਿਸਨੂੰ ਲੀਟਰ (L) ਜਾਂ ਘਣ ਮੀਟਰ (m³) ਵਿੱਚ ਮਾਪਿਆ ਜਾਂਦਾ ਹੈ। ਆਮ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ 50-ਲੀਟਰ ਪ੍ਰਯੋਗਸ਼ਾਲਾ ਮਾਡਲਾਂ ਤੋਂ ਲੈ ਕੇ 30,000-ਲੀਟਰ ਉਦਯੋਗਿਕ-ਪੈਮਾਨੇ ਦੀਆਂ ਇਕਾਈਆਂ ਤੱਕ ਹੁੰਦੀਆਂ ਹਨ।
ਇਸਨੂੰ ਕੰਮ ਕਰਨ ਵਾਲੇ ਵਾਲੀਅਮ ਤੋਂ ਸਖ਼ਤੀ ਨਾਲ ਵੱਖਰਾ ਕਰਨਾ ਮਹੱਤਵਪੂਰਨ ਹੈ, ਜੋ ਕਿ ਅਸਲ ਓਪਰੇਸ਼ਨ ਦੌਰਾਨ ਸਮੱਗਰੀ ਦੁਆਰਾ ਕਬਜ਼ੇ ਕੀਤੇ ਗਏ ਵਾਲੀਅਮ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ। ਰਿਬਨ ਮਿਕਸਰਾਂ ਦੇ ਮਿਕਸਿੰਗ ਸਿਧਾਂਤ ਦੁਆਰਾ ਲਗਾਏ ਗਏ ਸਿਖਰ 'ਤੇ ਖਾਲੀ ਥਾਂ ਦੀ ਜ਼ਰੂਰਤ ਦੇ ਕਾਰਨ, ਕੁੱਲ ਵਾਲੀਅਮ ਦੇ 40% ਤੋਂ 70% ਦੀ ਸਿਫਾਰਸ਼ ਕੀਤੀ ਭਰਾਈ ਦਰ ਦੀ ਸਲਾਹ ਦਿੱਤੀ ਜਾਂਦੀ ਹੈ, ਜਿਸਦਾ ਆਮ ਡਿਜ਼ਾਈਨ ਮੁੱਲ 60% ਹੁੰਦਾ ਹੈ। ਇਸਦਾ ਮਤਲਬ ਹੈ ਕਿ 3,000 L ਦੀ ਕੁੱਲ ਵਾਲੀਅਮ ਵਾਲੀ ਮਸ਼ੀਨ ਵਿੱਚ ਲਗਭਗ 1,800 L ਸਮੱਗਰੀ ਦੀ ਅਸਲ ਬੈਚ ਪ੍ਰੋਸੈਸਿੰਗ ਸਮਰੱਥਾ ਹੁੰਦੀ ਹੈ।
ਇਹ ਰੁਕਾਵਟ ਪੇਚ ਰਿਬਨ ਢਾਂਚੇ ਦੀਆਂ ਅਯਾਮੀ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਤੋਂ ਪੈਦਾ ਹੁੰਦੀ ਹੈ: ਜਿਵੇਂ ਕਿ ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਰਿਬਨ ਘੁੰਮਦੇ ਹਨ, ਉਹਨਾਂ ਨੂੰ ਸਮੱਗਰੀ ਨੂੰ ਦੋਵਾਂ ਸਿਰਿਆਂ ਤੋਂ ਕੇਂਦਰ ਵੱਲ ਜਾਂ ਕੇਂਦਰ ਤੋਂ ਦੋਵਾਂ ਸਿਰਿਆਂ ਵੱਲ ਧੱਕਣਾ ਚਾਹੀਦਾ ਹੈ, ਜਦੋਂ ਕਿ ਇੱਕੋ ਸਮੇਂ ਰੇਡੀਅਲ ਟੰਬਲਿੰਗ ਬਣਾਉਂਦੇ ਹਨ। ਜੇਕਰ ਭਰਨ ਦੀ ਦਰ ਬਹੁਤ ਜ਼ਿਆਦਾ ਹੈ, ਤਾਂ ਸਿਖਰ 'ਤੇ ਸਮੱਗਰੀ ਰਿਬਨ ਦੀ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਸੀਮਾ ਤੋਂ ਵੱਧ ਜਾਵੇਗੀ ਅਤੇ ਸੰਵੇਦਕ ਗਤੀ ਵਿੱਚ ਹਿੱਸਾ ਲੈਣ ਵਿੱਚ ਅਸਮਰੱਥ ਹੋਵੇਗੀ, ਜੋ ਸਿੱਧੇ ਤੌਰ 'ਤੇ ਮਿਸ਼ਰਣ ਇਕਸਾਰਤਾ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰੇਗੀ।
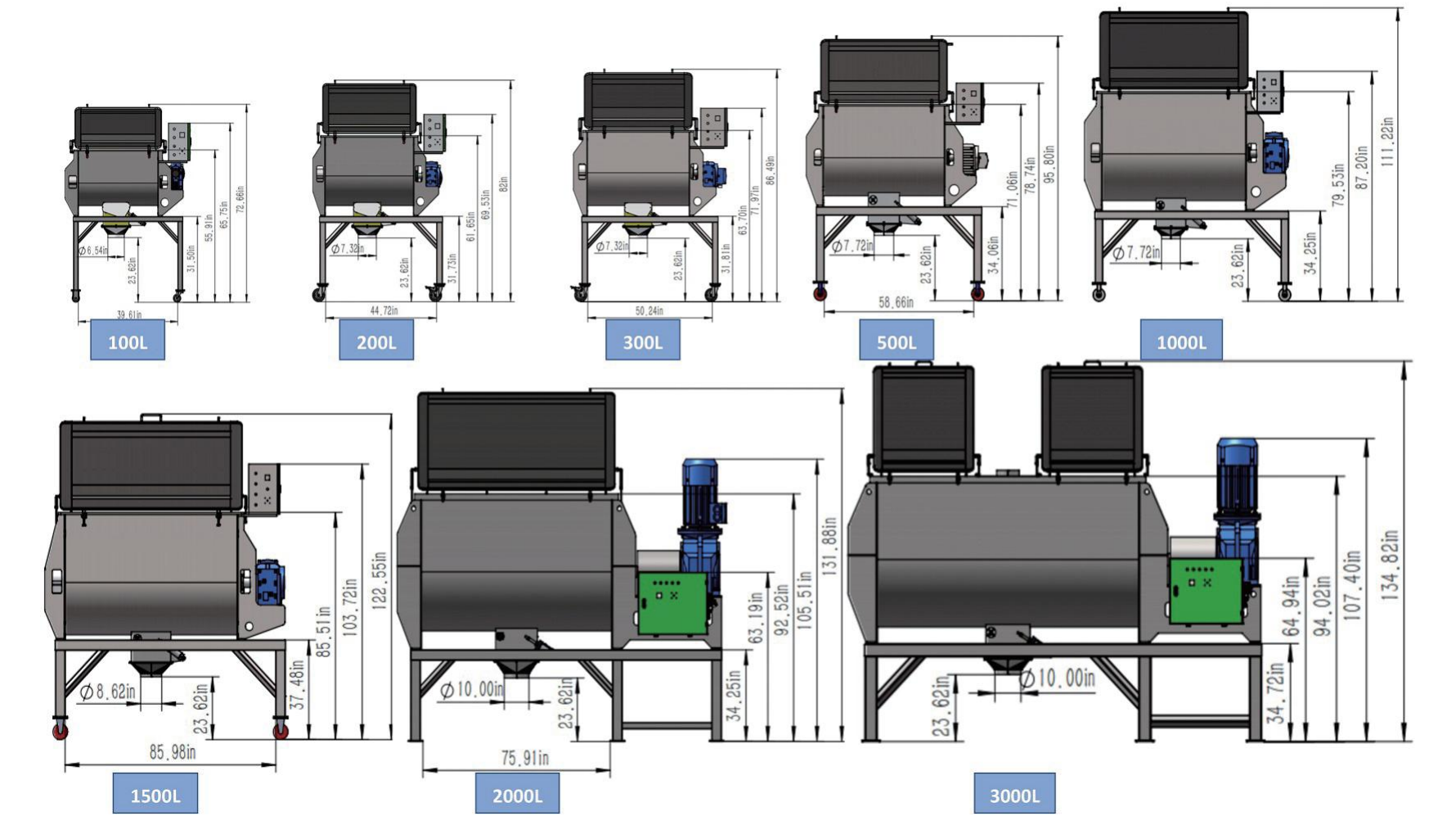
ਦੂਜਾ.ਬਾਹਰੀ ਮਾਪ: ਲੰਬਾਈ, ਚੌੜਾਈ, ਉਚਾਈ, ਅਤੇ ਸਪੇਸ ਸੀਮਾਵਾਂ
ਰਿਬਨ ਮਿਕਸਰ ਵਿੱਚ ਇੱਕ ਖਿਤਿਜੀ ਡਿਜ਼ਾਈਨ ਹੈ, ਅਤੇ ਇਸਦੇ ਬਾਹਰੀ ਮਾਪ ਹੇਠ ਲਿਖੇ ਜਿਓਮੈਟ੍ਰਿਕ ਮਾਪਦੰਡਾਂ ਦੁਆਰਾ ਨਿਰਧਾਰਤ ਕੀਤੇ ਜਾਂਦੇ ਹਨ:
ਲੰਬਾਈ (L): ਮਿਕਸਿੰਗ ਵੈਸਲ ਦੀ ਲੰਬਾਈ ਅਤੇ ਅੰਤ ਵਾਲੀਆਂ ਪਲੇਟਾਂ, ਬੇਅਰਿੰਗ ਹਾਊਸਿੰਗਾਂ, ਅਤੇ ਗੇਅਰ ਰੀਡਿਊਸਰ ਦੇ ਧੁਰੀ ਸਥਾਪਨਾ ਮਾਪਾਂ ਦੁਆਰਾ ਨਿਰਧਾਰਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
ਚੌੜਾਈ (W): U-ਆਕਾਰ ਵਾਲੇ ਟੋਏ ਦੀ ਬਾਹਰੀ ਚੌੜਾਈ ਅਤੇ ਮੋਟਰ ਅਤੇ ਗੀਅਰ ਰੀਡਿਊਸਰ ਦੇ ਪਾਸੇ ਦੇ ਅਨੁਮਾਨਾਂ ਦੁਆਰਾ ਨਿਰਧਾਰਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
ਉਚਾਈ (H): ਟਰੱਫ ਦੇ ਤਲ ਤੋਂ ਉੱਪਰਲੇ ਕਵਰ ਤੱਕ ਦੀ ਦੂਰੀ, ਨਾਲ ਹੀ ਹੇਠਲੇ ਡਿਸਚਾਰਜ ਵਾਲਵ ਅਤੇ ਉੱਪਰਲੇ ਫੀਡ ਇਨਲੇਟ ਦੀ ਢਾਂਚਾਗਤ ਉਚਾਈ ਦੁਆਰਾ ਨਿਰਧਾਰਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
ਤੀਜਾ.ਅੰਦਰੂਨੀ ਮੂਵਿੰਗ ਪਾਰਟਸ ਦੇ ਮਾਪ: ਪੇਚ ਬਲੇਡ ਵਿਆਸ ਅਤੇ ਪਿੱਚ
ਪੇਚ ਬਲੇਡਾਂ ਦੇ ਆਯਾਮੀ ਮਾਪਦੰਡ ਖੁਦ ਮਿਕਸਿੰਗ ਐਕਸ਼ਨ ਦੇ ਦਾਇਰੇ ਨੂੰ ਸਿੱਧੇ ਤੌਰ 'ਤੇ ਨਿਰਧਾਰਤ ਕਰਦੇ ਹਨ:
ਪੇਚ ਬਲੇਡ ਦਾ ਬਾਹਰੀ ਵਿਆਸ: ਸਮੱਗਰੀ ਦੇ ਰੇਡੀਅਲ ਟੰਬਲਿੰਗ ਦੀ ਹੱਦ ਨਿਰਧਾਰਤ ਕਰਦਾ ਹੈ। ਬਾਹਰੀ ਵਿਆਸ ਜਿੰਨਾ ਵੱਡਾ ਹੋਵੇਗਾ, ਸਮੱਗਰੀ ਦੀ ਪਰਤ ਇੱਕ ਸਿੰਗਲ ਰੋਟੇਸ਼ਨ ਦੁਆਰਾ ਹਿਲਾਈ ਜਾਵੇਗੀ। ਆਮ ਤੌਰ 'ਤੇ, ਪੇਚ ਬਲੇਡ ਦਾ ਬਾਹਰੀ ਵਿਆਸ U-ਆਕਾਰ ਵਾਲੇ ਟ੍ਰਫ ਦੀ ਅੰਦਰੂਨੀ ਚੌੜਾਈ ਨਾਲੋਂ ਥੋੜ੍ਹਾ ਛੋਟਾ ਹੁੰਦਾ ਹੈ, ਜਿਸ ਵਿੱਚ ਬਲੇਡ ਅਤੇ ਟ੍ਰਫ ਬਾਡੀ ਵਿਚਕਾਰ ਕਲੀਅਰੈਂਸ 3 ਅਤੇ 10 ਮਿਲੀਮੀਟਰ ਦੇ ਵਿਚਕਾਰ ਬਣਾਈ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ ਤਾਂ ਜੋ ਸਮੱਗਰੀ ਨੂੰ ਜਾਮ ਹੋਣ ਤੋਂ ਰੋਕਿਆ ਜਾ ਸਕੇ।
ਪਿੱਚ: ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਪੇਚ ਉਡਾਣ ਦੀ ਪਿੱਚ ਹਰੇਕ ਘੁੰਮਣ ਨਾਲ ਸਮੱਗਰੀ ਨੂੰ ਧੱਕਣ ਵਾਲੀ ਧੁਰੀ ਦੂਰੀ ਨਿਰਧਾਰਤ ਕਰਦੀ ਹੈ। ਆਮ ਡਿਜ਼ਾਈਨਾਂ ਵਿੱਚ, ਪਿੱਚ ਅਤੇ ਪੇਚ ਉਡਾਣ ਵਿਆਸ ਦਾ ਅਨੁਪਾਤ 0.8–1.2 ਹੁੰਦਾ ਹੈ। ਇੱਕ ਛੋਟੀ ਪਿੱਚ ਮਜ਼ਬੂਤ ਸ਼ੀਅਰ ਫੋਰਸ ਪੈਦਾ ਕਰਦੀ ਹੈ, ਜੋ ਇਸਨੂੰ ਇਕੱਠਾ ਹੋਣ ਦੀ ਸੰਭਾਵਨਾ ਵਾਲੀਆਂ ਸਮੱਗਰੀਆਂ ਲਈ ਢੁਕਵੀਂ ਬਣਾਉਂਦੀ ਹੈ; ਇੱਕ ਵੱਡੀ ਪਿੱਚ ਧੁਰੀ ਸੰਚਾਰ ਗਤੀ ਨੂੰ ਵਧਾਉਂਦੀ ਹੈ, ਜਿਸ ਨਾਲ ਇਹ ਚੰਗੀ ਪ੍ਰਵਾਹਯੋਗਤਾ ਵਾਲੀਆਂ ਸਮੱਗਰੀਆਂ ਲਈ ਢੁਕਵੀਂ ਬਣ ਜਾਂਦੀ ਹੈ।
ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਪੇਚ ਉਡਾਣ ਆਮ ਤੌਰ 'ਤੇ ਇੱਕ ਡਬਲ-ਲੇਅਰ, ਵਿਰੋਧੀ-ਘੁੰਮਣ ਵਾਲੀ ਸੰਰਚਨਾ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਨ: ਬਾਹਰੀ ਉਡਾਣ ਸਮੱਗਰੀ ਨੂੰ ਇੱਕ ਸਿਰੇ ਵੱਲ ਧੱਕਦੀ ਹੈ, ਜਦੋਂ ਕਿ ਅੰਦਰੂਨੀ ਉਡਾਣ ਉਲਟ ਦਿਸ਼ਾ ਵਿੱਚ ਧੱਕਦੀ ਹੈ, ਪੂਰੇ ਡਰੱਮ ਵਿੱਚ ਸੰਵੇਦਕ ਮਿਸ਼ਰਣ ਪ੍ਰਾਪਤ ਕਰਦੀ ਹੈ। ਉਡਾਣ ਦੇ ਦੋ ਸੈੱਟਾਂ ਵਿਚਕਾਰ ਅਯਾਮੀ ਅੰਤਰ (ਅੰਦਰੂਨੀ ਉਡਾਣ ਵਿਆਸ ਆਮ ਤੌਰ 'ਤੇ ਬਾਹਰੀ ਉਡਾਣ ਨਾਲੋਂ 0.4 ਤੋਂ 0.6 ਗੁਣਾ ਹੁੰਦਾ ਹੈ) ਰੇਡੀਅਲ ਸਮੱਗਰੀ ਦੀ ਗਤੀ ਲਈ ਪ੍ਰੇਰਕ ਸ਼ਕਤੀ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ।

ਪੋਸਟ ਸਮਾਂ: ਜੂਨ-03-2026