1. ਕੈਪ ਐਲੀਵੇਟਰ ਅਤੇ ਕੈਪ ਪਲੇਸਮੈਂਟ ਸਿਸਟਮ ਇੰਸਟਾਲੇਸ਼ਨ
ਕੈਪ ਪ੍ਰਬੰਧ ਅਤੇ ਖੋਜ ਸੈਂਸਰ ਸਥਾਪਨਾ
ਸ਼ਿਪਿੰਗ ਤੋਂ ਪਹਿਲਾਂ, ਕੈਪ ਐਲੀਵੇਟਰ ਅਤੇ ਪਲੇਸਮੈਂਟ ਸਿਸਟਮ ਨੂੰ ਵੱਖ ਕਰ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ; ਕਿਰਪਾ ਕਰਕੇ ਕੈਪਿੰਗ ਮਸ਼ੀਨ ਨੂੰ ਚਲਾਉਣ ਤੋਂ ਪਹਿਲਾਂ ਉਸ 'ਤੇ ਕੈਪ ਆਰਗੇਨਾਈਜ਼ਿੰਗ ਅਤੇ ਪਲੇਸਿੰਗ ਸਿਸਟਮ ਸਥਾਪਿਤ ਕਰੋ। ਕਿਰਪਾ ਕਰਕੇ ਹੇਠਾਂ ਦਿੱਤੀਆਂ ਤਸਵੀਰਾਂ ਵਿੱਚ ਦਿਖਾਏ ਗਏ ਸਿਸਟਮ ਨੂੰ ਕਨੈਕਟ ਕਰੋ:
ਕੈਪ ਇੰਸਪੈਕਸ਼ਨ ਸੈਂਸਰ ਦੀ ਘਾਟ (ਮਸ਼ੀਨ ਸਟਾਪ)
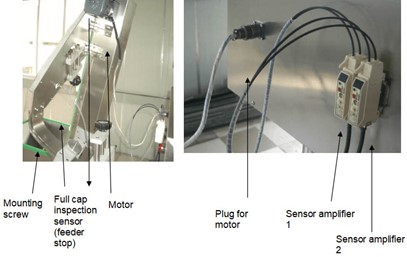
a. ਇੱਕ ਮਾਊਂਟਿੰਗ ਪੇਚ ਨਾਲ, ਟਰੈਕ ਅਤੇ ਰੈਂਪ ਨੂੰ ਇਕੱਠੇ ਰੱਖਦੇ ਹੋਏ, ਕੈਪ ਨੂੰ ਜੋੜੋ।
b. ਮੋਟਰ ਤਾਰ ਨੂੰ ਕੰਟਰੋਲ ਪੈਨਲ ਦੇ ਸੱਜੇ ਪਾਸੇ ਲੱਗੇ ਪਲੱਗ ਨਾਲ ਜੋੜੋ।
c. ਸੈਂਸਰ ਐਂਪਲੀਫਾਇਰ 1 ਨੂੰ ਫੁੱਲ-ਕੈਪ ਇੰਸਪੈਕਸ਼ਨ ਸੈਂਸਰ ਨਾਲ ਕਨੈਕਟ ਕਰੋ।
d. ਸੈਂਸਰ ਐਂਪਲੀਫਾਇਰ 2 ਨੂੰ ਘਾਟ ਕੈਪ ਨਿਰੀਖਣ ਸੈਂਸਰ ਨਾਲ ਜੋੜੋ।
ਕੈਪ ਚੜ੍ਹਨ ਵਾਲੀ ਚੇਨ ਦੇ ਕੋਣ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰੋ: ਸ਼ਿਪਮੈਂਟ ਤੋਂ ਪਹਿਲਾਂ, ਕੈਪ ਚੜ੍ਹਨ ਵਾਲੀ ਚੇਨ ਦੇ ਕੋਣ ਨੂੰ ਤੁਹਾਡੇ ਦੁਆਰਾ ਪੇਸ਼ ਕੀਤੇ ਗਏ ਸੈਂਪਲ ਕੈਪ ਦੇ ਆਧਾਰ 'ਤੇ ਸੋਧਿਆ ਗਿਆ ਸੀ। ਜੇਕਰ ਕੈਪ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਬਦਲਣਾ ਜ਼ਰੂਰੀ ਹੈ (ਸਿਰਫ਼ ਆਕਾਰ, ਕੈਪ ਦੀ ਕਿਸਮ ਨਹੀਂ), ਤਾਂ ਕਿਰਪਾ ਕਰਕੇ ਐਂਗਲ ਐਡਜਸਟਿੰਗ ਪੇਚ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਕੈਪ ਚੜ੍ਹਨ ਵਾਲੀ ਚੇਨ ਦੇ ਕੋਣ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰੋ ਜਦੋਂ ਤੱਕ ਚੇਨ ਸਿਰਫ਼ ਉਨ੍ਹਾਂ ਕੈਪਾਂ ਨੂੰ ਹੀ ਨਹੀਂ ਪਹੁੰਚਾ ਸਕਦੀ ਜੋ ਉੱਪਰਲੇ ਪਾਸੇ ਚੇਨ 'ਤੇ ਝੁਕਦੇ ਹਨ। ਹੇਠ ਲਿਖੇ ਸੰਕੇਤ:

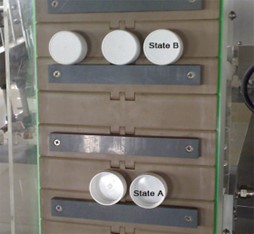
ਜਦੋਂ ਕੈਪ ਚੜ੍ਹਨ ਵਾਲੀ ਚੇਨ ਕੈਪਸ ਨੂੰ ਉੱਪਰ ਲਿਆ ਰਹੀ ਹੁੰਦੀ ਹੈ, ਤਾਂ ਸਥਿਤੀ A ਵਿੱਚ ਕੈਪ ਸਹੀ ਦਿਸ਼ਾ ਵਿੱਚ ਹੁੰਦਾ ਹੈ।
ਜੇਕਰ ਚੇਨ ਢੁਕਵੇਂ ਕੋਣ 'ਤੇ ਹੈ, ਤਾਂ ਸਥਿਤੀ B ਵਿੱਚ ਕੈਪ ਆਪਣੇ ਆਪ ਟੈਂਕ ਵਿੱਚ ਉਤਰ ਜਾਵੇਗਾ।
ਕੈਪ ਡ੍ਰੌਪਿੰਗ ਸਿਸਟਮ (ਚੂਟ) ਵਿੱਚ ਬਦਲਾਅ ਕਰੋ
ਡ੍ਰੌਪਿੰਗ ਚੂਟ ਦਾ ਕੋਣ ਅਤੇ ਜਗ੍ਹਾ ਪਹਿਲਾਂ ਹੀ ਪ੍ਰਦਾਨ ਕੀਤੇ ਗਏ ਨਮੂਨੇ ਦੇ ਆਧਾਰ 'ਤੇ ਨਿਰਧਾਰਤ ਕੀਤੀ ਜਾ ਚੁੱਕੀ ਹੈ। ਆਮ ਤੌਰ 'ਤੇ, ਜੇਕਰ ਕੋਈ ਹੋਰ ਨਵੀਂ ਬੋਤਲ ਜਾਂ ਕੈਪ ਨਿਰਧਾਰਨ ਨਹੀਂ ਹੈ, ਤਾਂ ਸੈਟਿੰਗ ਨੂੰ ਸੋਧਣ ਦੀ ਜ਼ਰੂਰਤ ਨਹੀਂ ਹੈ। ਅਤੇ ਜੇਕਰ ਬੋਤਲ ਜਾਂ ਕੈਪ ਦੇ 1 ਨਿਰਧਾਰਨ ਤੋਂ ਵੱਧ ਨਿਰਧਾਰਨ ਹਨ, ਤਾਂ ਕਲਾਇੰਟ ਨੂੰ ਇਕਰਾਰਨਾਮੇ ਜਾਂ ਇਸਦੇ ਅਟੈਚਮੈਂਟ 'ਤੇ ਆਈਟਮ ਨੂੰ ਸੂਚੀਬੱਧ ਕਰਨ ਦੀ ਜ਼ਰੂਰਤ ਹੁੰਦੀ ਹੈ ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਕਾਰਖਾਨਾ ਹੋਰ ਸੋਧਾਂ ਲਈ ਕਾਫ਼ੀ ਜਗ੍ਹਾ ਛੱਡਦਾ ਹੈ। ਐਡਜਸਟ ਕਰਨ ਦਾ ਤਰੀਕਾ ਇਸ ਪ੍ਰਕਾਰ ਹੈ:
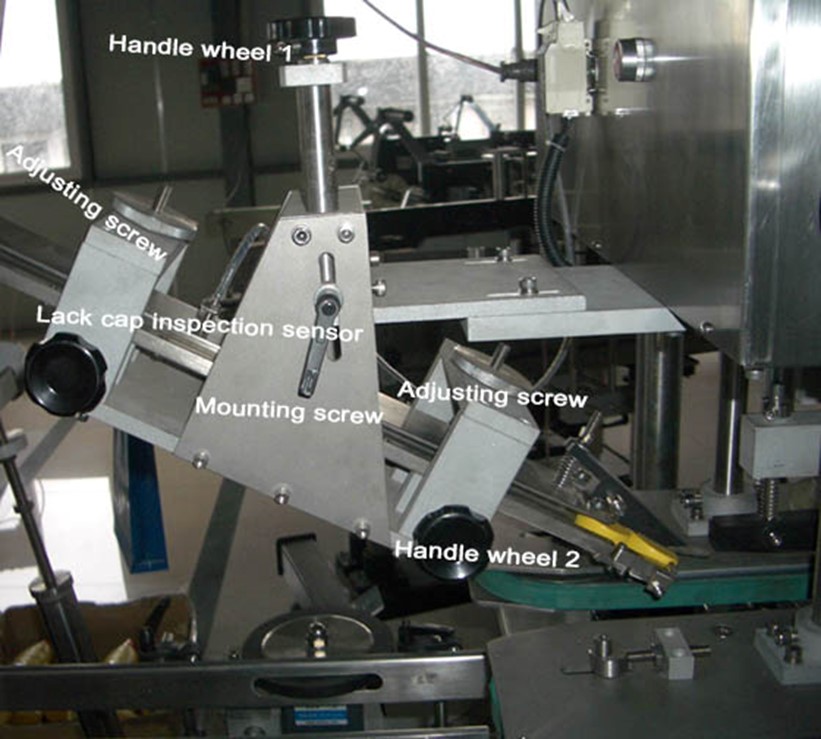
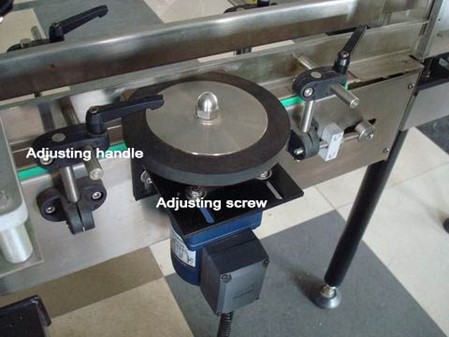
ਕੈਪ ਡ੍ਰੌਪਿੰਗ ਸਿਸਟਮ ਦੀ ਉਚਾਈ ਨੂੰ ਐਡਜਸਟ ਕਰਨ ਲਈ ਹੈਂਡਲ ਵ੍ਹੀਲ ਨੂੰ ਮੋੜਨ ਤੋਂ ਪਹਿਲਾਂ ਕਿਰਪਾ ਕਰਕੇ ਮਾਊਂਟਿੰਗ ਪੇਚ ਨੂੰ ਖੋਲ੍ਹੋ।
ਐਡਜਸਟਮੈਂਟ ਪੇਚ ਤੁਹਾਨੂੰ ਚੂਟ ਸਪੇਸ ਦੀ ਉਚਾਈ ਬਦਲਣ ਦੀ ਆਗਿਆ ਦਿੰਦਾ ਹੈ।
ਹੈਂਡਲ ਵ੍ਹੀਲ 2 (ਦੋਵੇਂ ਪਾਸਿਆਂ ਤੋਂ) ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਚੱਟਾਨ ਦੀ ਚੌੜਾਈ ਨੂੰ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।

ਕੈਪ ਪ੍ਰੈਸਿੰਗ ਕੰਪੋਨੈਂਟ ਨੂੰ ਸੋਧਣਾ
ਜਦੋਂ ਬੋਤਲ ਕੈਪ ਪ੍ਰੈਸਿੰਗ ਸੈਕਸ਼ਨ ਦੇ ਖੇਤਰ ਵਿੱਚ ਦਾਖਲ ਹੁੰਦੀ ਹੈ, ਤਾਂ ਕੈਪ ਆਪਣੇ ਆਪ ਹੀ ਬੋਤਲ ਦੇ ਮੂੰਹ ਨੂੰ ਚੂਟ ਤੋਂ ਢੱਕ ਲੈਂਦਾ ਹੈ। ਬੋਤਲਾਂ ਅਤੇ ਕੈਪਸ ਦੀ ਉਚਾਈ ਦੇ ਕਾਰਨ, ਕੈਪ ਪ੍ਰੈਸਿੰਗ ਸੈਕਸ਼ਨ ਨੂੰ ਵੀ ਸੋਧਿਆ ਜਾ ਸਕਦਾ ਹੈ। ਜੇਕਰ ਕੈਪ 'ਤੇ ਦਬਾਅ ਨਾਕਾਫ਼ੀ ਹੈ, ਤਾਂ ਕੈਪਿੰਗ ਪ੍ਰਦਰਸ਼ਨ ਪ੍ਰਭਾਵਿਤ ਹੋਵੇਗਾ। ਜੇਕਰ ਕੈਪ ਪ੍ਰੈਸ ਵਾਲੇ ਹਿੱਸੇ ਦੀ ਸਥਿਤੀ ਬਹੁਤ ਜ਼ਿਆਦਾ ਹੈ ਤਾਂ ਪ੍ਰੈਸਿੰਗ ਪ੍ਰਦਰਸ਼ਨ ਬਦਲ ਜਾਵੇਗਾ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਜੇਕਰ ਸਥਿਤੀ ਬਹੁਤ ਘੱਟ ਹੈ, ਤਾਂ ਕੈਪ ਜਾਂ ਬੋਤਲ ਨੂੰ ਨੁਕਸਾਨ ਪਹੁੰਚੇਗਾ। ਆਮ ਤੌਰ 'ਤੇ, ਕੈਪ ਪ੍ਰੈਸਿੰਗ ਕੰਪੋਨੈਂਟ ਦੀ ਉਚਾਈ ਨੂੰ ਸ਼ਿਪਮੈਂਟ ਤੋਂ ਪਹਿਲਾਂ ਸੋਧਿਆ ਜਾਂਦਾ ਹੈ। ਜੇਕਰ ਉਪਭੋਗਤਾ ਨੂੰ ਉਚਾਈ ਨੂੰ ਦੁਬਾਰਾ ਐਡਜਸਟ ਕਰਨ ਦੀ ਲੋੜ ਹੈ, ਤਾਂ ਪ੍ਰਕਿਰਿਆ ਇਸ ਪ੍ਰਕਾਰ ਹੈ:

ਕੈਪ ਪ੍ਰੈਸਿੰਗ ਸੈਕਸ਼ਨ ਦੀ ਉਚਾਈ ਨੂੰ ਐਡਜਸਟ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ, ਕਿਰਪਾ ਕਰਕੇ ਮਾਊਂਟਿੰਗ ਪੇਚ ਨੂੰ ਹਟਾ ਦਿਓ।
ਮਸ਼ੀਨ ਵਿੱਚ ਇੱਕ ਹੋਰ ਕੈਪ ਪ੍ਰੈਸਿੰਗ ਐਲੀਮੈਂਟ ਹੈ ਜੋ ਸਭ ਤੋਂ ਛੋਟੀਆਂ ਬੋਤਲਾਂ ਨੂੰ ਫਿੱਟ ਕਰਦਾ ਹੈ, ਅਤੇ ਵੀਡੀਓ ਦਿਖਾਉਂਦਾ ਹੈ ਕਿ ਇਸਨੂੰ ਕਿਵੇਂ ਬਦਲਣਾ ਹੈ।
ਢੱਕਣ ਨੂੰ ਧੱਕ ਕੇ ਢੱਕਣ ਨੂੰ ਹੇਠਾਂ ਕਰਨ ਲਈ ਹਵਾ ਦੇ ਦਬਾਅ ਨੂੰ ਐਡਜਸਟ ਕਰਨਾ।
2. ਪ੍ਰਾਇਮਰੀ ਭਾਗਾਂ ਦੀ ਸਮੁੱਚੀ ਉਚਾਈ ਨੂੰ ਬਦਲਣਾ।
ਮਸ਼ੀਨ ਐਲੀਵੇਟਰ ਮੁੱਖ ਹਿੱਸਿਆਂ ਦੀ ਉਚਾਈ ਵਿੱਚ ਭਿੰਨ ਹੋ ਸਕਦਾ ਹੈ, ਜਿਵੇਂ ਕਿ ਬੋਤਲ ਫਿਕਸ ਬਣਤਰ, ਗਮ-ਲਚਕੀਲਾ ਸਪਿਨ ਵ੍ਹੀਲ, ਅਤੇ ਕੈਪ ਪ੍ਰੈਸਿੰਗ ਹਿੱਸਾ। ਮਸ਼ੀਨ ਐਲੀਵੇਟਰ ਕੰਟਰੋਲ ਬਟਨ ਕੰਟਰੋਲ ਪੈਨਲ ਦੇ ਸੱਜੇ ਪਾਸੇ ਸਥਿਤ ਹੈ। ਮਸ਼ੀਨ ਐਲੀਵੇਟਰ ਸ਼ੁਰੂ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ, ਉਪਭੋਗਤਾ ਨੂੰ ਦੋ ਸਹਾਇਤਾ ਖੰਭਿਆਂ ਤੋਂ ਮਾਊਂਟਿੰਗ ਪੇਚਾਂ ਨੂੰ ਹਟਾਉਣਾ ਚਾਹੀਦਾ ਹੈ।
ਹੇਠਾਂ ਅਤੇ ਉੱਪਰ ਦੋਵਾਂ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ। ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਕਿ ਸਪਿਨ ਪਹੀਏ ਦੀ ਸਥਿਤੀ ਕੈਪਸ ਦੀ ਸਥਿਤੀ ਨਾਲ ਮੇਲ ਖਾਂਦੀ ਹੈ। ਕਿਰਪਾ ਕਰਕੇ ਪਾਵਰ ਬੰਦ ਕਰੋ ਅਤੇ ਲਿਫਟ ਨੂੰ ਐਡਜਸਟ ਕਰਨ ਤੋਂ ਬਾਅਦ ਮਾਊਂਟਿੰਗ ਪੇਚ ਨੂੰ ਕੱਸੋ।

ਨੋਟ: ਕਿਰਪਾ ਕਰਕੇ ਲਿਫਟ ਸਵਿੱਚ (ਹਰਾ) ਨੂੰ ਉਦੋਂ ਤੱਕ ਦਬਾਉਂਦੇ ਰਹੋ ਜਦੋਂ ਤੱਕ ਤੁਸੀਂ ਲੋੜੀਂਦੀ ਸਥਿਤੀ 'ਤੇ ਨਹੀਂ ਪਹੁੰਚ ਜਾਂਦੇ। ਲਿਫਟ ਦੀ ਗਤੀ ਕਾਫ਼ੀ ਹੌਲੀ ਹੈ; ਕਿਰਪਾ ਕਰਕੇ ਧੀਰਜ ਨਾਲ ਉਡੀਕ ਕਰੋ।
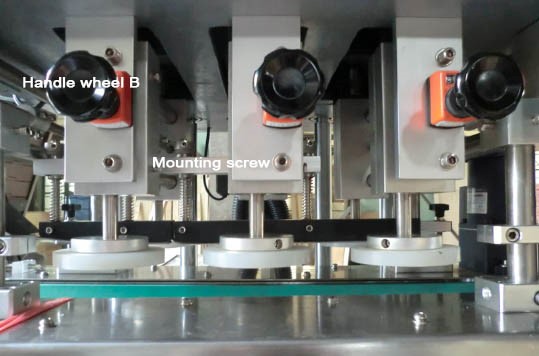
3. ਗਮ-ਇਲਾਸਟਿਕ (ਤਿੰਨ ਜੋੜੇ ਸਪਿਨ ਪਹੀਏ) ਤੋਂ ਬਣੇ ਸਪਿਨ ਵ੍ਹੀਲ ਨੂੰ ਐਡਜਸਟ ਕਰੋ।
ਮਸ਼ੀਨ ਐਲੀਵੇਟਰ ਸਪਿਨ ਵ੍ਹੀਲ ਦੀ ਉਚਾਈ ਨੂੰ ਐਡਜਸਟ ਕਰਦਾ ਹੈ।
ਸਪਿਨ ਵ੍ਹੀਲਾਂ ਦੀ ਜੋੜੀ ਦੀ ਚੌੜਾਈ ਕੈਪ ਦੇ ਵਿਆਸ ਦੇ ਆਧਾਰ 'ਤੇ ਵੱਖ-ਵੱਖ ਹੁੰਦੀ ਹੈ।
ਆਮ ਤੌਰ 'ਤੇ, ਦੋ ਪਹੀਆਂ ਵਿਚਕਾਰਲਾ ਪਾੜਾ ਕੈਪ ਦੇ ਵਿਆਸ ਨਾਲੋਂ 2-3 ਮਿਲੀਮੀਟਰ ਛੋਟਾ ਹੁੰਦਾ ਹੈ। ਹੈਂਡਲ ਵ੍ਹੀਲ B ਆਪਰੇਟਰ ਨੂੰ ਸਪਿਨ ਵ੍ਹੀਲ ਦੀ ਚੌੜਾਈ ਬਦਲਣ ਦੀ ਆਗਿਆ ਦਿੰਦਾ ਹੈ। (ਹਰੇਕ ਹੈਂਡਲ ਵ੍ਹੀਲ ਸਾਪੇਖਿਕ ਸਪਿਨ ਵ੍ਹੀਲ ਨੂੰ ਐਡਜਸਟ ਕਰ ਸਕਦਾ ਹੈ।)
ਹੈਂਡਲ ਵ੍ਹੀਲ B ਨੂੰ ਐਡਜਸਟ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ, ਕਿਰਪਾ ਕਰਕੇ ਮਾਊਂਟਿੰਗ ਪੇਚ ਨੂੰ ਹਟਾ ਦਿਓ।
4. ਬੋਤਲ ਫਿਕਸ ਬਣਤਰ ਨੂੰ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਰਿਹਾ ਹੈ।
ਬੋਤਲ ਦੀ ਸਥਿਰ ਸਥਿਤੀ ਨੂੰ ਬਦਲਣ ਲਈ ਸਥਿਰ ਢਾਂਚੇ ਅਤੇ ਲਿੰਕ ਧੁਰੇ ਦੀ ਸਥਿਤੀ ਨੂੰ ਸੋਧਿਆ ਜਾ ਸਕਦਾ ਹੈ। ਜੇਕਰ ਬੋਤਲ 'ਤੇ ਫਿਕਸੇਸ਼ਨ ਸਥਿਤੀ ਬਹੁਤ ਘੱਟ ਹੈ ਤਾਂ ਬੋਤਲ ਨੂੰ ਖੁਆਉਣਾ ਜਾਂ ਕੈਪਿੰਗ ਕਰਦੇ ਸਮੇਂ ਲੇਟਣਾ ਆਸਾਨ ਹੁੰਦਾ ਹੈ। ਦੂਜੇ ਪਾਸੇ, ਜੇਕਰ ਬੋਤਲ 'ਤੇ ਸਥਿਰ ਸਥਿਤੀ ਬਹੁਤ ਉੱਚੀ ਹੈ, ਤਾਂ ਸਪਿਨ ਪਹੀਏ ਸਹੀ ਢੰਗ ਨਾਲ ਪ੍ਰਦਰਸ਼ਨ ਨਹੀਂ ਕਰਨਗੇ। ਕਨਵੇਅਰ ਅਤੇ ਬੋਤਲ ਫਿਕਸ ਢਾਂਚੇ ਨੂੰ ਐਡਜਸਟ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਦੋ ਵਾਰ ਜਾਂਚ ਕਰੋ ਕਿ ਸੈਂਟਰਲਾਈਨਾਂ ਇੱਕੋ ਲਾਈਨ 'ਤੇ ਹਨ।
ਹੈਂਡਲ ਵ੍ਹੀਲ A ਨੂੰ ਮੋੜ ਕੇ (ਦੋ ਹੱਥਾਂ ਨਾਲ ਹੈਂਡਲ ਨੂੰ ਮੋੜ ਕੇ) ਬੋਤਲ ਦੇ ਬੰਨ੍ਹਣ ਵਾਲੇ ਬੈਲਟਾਂ ਵਿਚਕਾਰ ਦੂਰੀ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰੋ। ਨਤੀਜੇ ਵਜੋਂ, ਢਾਂਚਾ ਪੂਰੀ ਪ੍ਰੈਸਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਬੋਤਲ ਨੂੰ ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਢੰਗ ਨਾਲ ਠੀਕ ਕਰ ਸਕਦਾ ਹੈ।


ਮਸ਼ੀਨ ਐਲੀਵੇਟਰ ਆਮ ਤੌਰ 'ਤੇ ਬੋਤਲ-ਫਿਕਸਿੰਗ ਬੈਲਟ ਦੀ ਉਚਾਈ ਨੂੰ ਐਡਜਸਟ ਕਰਦਾ ਹੈ।
(ਚੇਤਾਵਨੀ: 4-ਲਿੰਕ ਸ਼ਾਫਟ 'ਤੇ ਮਾਊਂਟਿੰਗ ਪੇਚ ਨੂੰ ਢਿੱਲਾ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਆਪਰੇਟਰ ਮਾਈਕ੍ਰੋਸਕੋਪ ਵਿੱਚ ਬੋਤਲ ਫਿਕਸ ਬੈਲਟ ਦੀ ਉਚਾਈ ਨੂੰ ਬਦਲ ਸਕਦਾ ਹੈ।)
ਜੇਕਰ ਆਪਰੇਟਰ ਨੂੰ ਬੈਲਟ ਨੂੰ ਵੱਡੀ ਰੇਂਜ ਵਿੱਚ ਹਿਲਾਉਣਾ ਪੈਂਦਾ ਹੈ, ਤਾਂ ਪੇਚ 1 ਅਤੇ 2 ਨੂੰ ਇਕੱਠੇ ਕਰਕੇ ਢਿੱਲਾ ਕਰੋ ਅਤੇ ਐਡਜਸਟਮੈਂਟ ਨੌਬ ਨੂੰ ਘੁਮਾਓ; ਜੇਕਰ ਆਪਰੇਟਰ ਨੂੰ ਬੈਲਟ ਦੀ ਉਚਾਈ ਨੂੰ ਸੀਮਤ ਰੇਂਜ ਵਿੱਚ ਸੋਧਣ ਦੀ ਲੋੜ ਹੈ, ਤਾਂ ਸਿਰਫ਼ ਪੇਚ 1 ਨੂੰ ਢਿੱਲਾ ਕਰੋ ਅਤੇ ਐਡਜਸਟਮੈਂਟ ਨੌਬ ਨੂੰ ਕ੍ਰੈਂਕ ਕਰੋ।
5. ਐਡਜਸਟਮੈਂਟ ਵ੍ਹੀਲ ਅਤੇ ਰੇਲਿੰਗ ਨਾਲ ਬੋਤਲ ਦੀ ਜਗ੍ਹਾ ਨੂੰ ਸੋਧਣਾ।
ਬੋਤਲ ਦੇ ਨਿਰਧਾਰਨ ਨੂੰ ਬਦਲਦੇ ਸਮੇਂ, ਆਪਰੇਟਰ ਨੂੰ ਬੋਤਲ ਸਪੇਸ ਦੀ ਸਥਿਤੀ ਨੂੰ ਸੋਧਣ ਲਈ ਪਹੀਏ ਅਤੇ ਰੇਲਿੰਗ ਨੂੰ ਐਡਜਸਟ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ। ਸਪੇਸ ਐਡਜਸਟਮੈਂਟ ਵ੍ਹੀਲ ਅਤੇ ਰੇਲਿੰਗ ਵਿਚਕਾਰ ਦੂਰੀ ਬੋਤਲ ਦੇ ਵਿਆਸ ਤੋਂ 2-3 ਮਿਲੀਮੀਟਰ ਘੱਟ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ। ਕਨਵੇਅਰ ਅਤੇ ਬੋਤਲ ਫਿਕਸ ਸਟ੍ਰਕਚਰ ਨੂੰ ਐਡਜਸਟ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਦੋ ਵਾਰ ਜਾਂਚ ਕਰੋ ਕਿ ਸੈਂਟਰਲਾਈਨਾਂ ਇੱਕੋ ਲਾਈਨ 'ਤੇ ਹਨ।
ਐਡਜਸਟਿੰਗ ਪੇਚ ਨੂੰ ਢਿੱਲਾ ਕਰਕੇ ਬੋਤਲ ਸਪੇਸ ਐਡਜਸਟਿੰਗ ਵ੍ਹੀਲ ਦੀ ਸਥਿਤੀ ਨੂੰ ਐਡਜਸਟ ਕਰੋ।
ਕਨਵੇਅਰ ਦੇ ਦੋਵਾਂ ਪਾਸਿਆਂ 'ਤੇ ਹੈਂਡਰੇਲ ਦੀ ਚੌੜਾਈ ਢਿੱਲੇ ਐਡਜਸਟਮੈਂਟ ਹੈਂਡਲ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਐਡਜਸਟ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ।
ਪੋਸਟ ਸਮਾਂ: ਜੂਨ-07-2022