
ਵੀਡੀਓ
ਆਮ ਵੇਰਵਾ
TP-TGXG-200 ਆਟੋਮੈਟਿਕ ਬੋਤਲ ਕੈਪਿੰਗ ਮਸ਼ੀਨ ਬੋਤਲਾਂ 'ਤੇ ਕੈਪਾਂ ਨੂੰ ਆਪਣੇ ਆਪ ਪੇਚ ਕਰਨ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ। ਇਹ ਭੋਜਨ, ਫਾਰਮਾਸਿਊਟੀਕਲ, ਰਸਾਇਣਕ ਉਦਯੋਗਾਂ ਅਤੇ ਇਸ ਤਰ੍ਹਾਂ ਦੇ ਹੋਰ ਖੇਤਰਾਂ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਲਾਗੂ ਹੁੰਦੀ ਹੈ। ਆਮ ਬੋਤਲਾਂ ਅਤੇ ਪੇਚ ਕੈਪਾਂ ਦੇ ਆਕਾਰ, ਸਮੱਗਰੀ, ਆਕਾਰ ਦੀ ਕੋਈ ਸੀਮਾ ਨਹੀਂ ਹੈ। ਨਿਰੰਤਰ ਕੈਪਿੰਗ ਕਿਸਮ TP-TGXG-200 ਨੂੰ ਵੱਖ-ਵੱਖ ਪੈਕਿੰਗ ਲਾਈਨ ਸਪੀਡ ਦੇ ਅਨੁਕੂਲ ਬਣਾਉਂਦੀ ਹੈ। ਇਸ ਮਸ਼ੀਨ ਦੇ ਅਸਲ ਵਿੱਚ ਕਈ ਉਦੇਸ਼ ਹਨ, ਜੋ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਲਾਗੂ ਕੀਤੇ ਜਾਂਦੇ ਹਨ ਅਤੇ ਆਸਾਨੀ ਨਾਲ ਕੰਮ ਕਰਦੇ ਹਨ। ਰਵਾਇਤੀ ਰੁਕ-ਰੁਕ ਕੇ ਕੰਮ ਕਰਨ ਵਾਲੀ ਕਿਸਮ ਦੇ ਮੁਕਾਬਲੇ, TP-TGXG-200 ਵਧੇਰੇ ਉੱਚ-ਕੁਸ਼ਲਤਾ, ਸਖ਼ਤ ਦਬਾਉਣ ਵਾਲਾ ਹੈ, ਅਤੇ ਕੈਪਾਂ ਨੂੰ ਘੱਟ ਨੁਕਸਾਨ ਪਹੁੰਚਾਉਂਦਾ ਹੈ।
ਐਪਲੀਕੇਸ਼ਨ
ਆਟੋਮੈਟਿਕ ਕੈਪਿੰਗ ਮਸ਼ੀਨ ਨੂੰ ਵੱਖ-ਵੱਖ ਆਕਾਰਾਂ, ਆਕਾਰਾਂ ਦੇ ਨਾਲ-ਨਾਲ ਸਮੱਗਰੀਆਂ ਵਿੱਚ ਪੇਚ ਕੈਪਸ ਵਾਲੀਆਂ ਬੋਤਲਾਂ 'ਤੇ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ।
A. ਬੋਤਲ ਦਾ ਆਕਾਰ
ਇਹ 20-120mm ਵਿਆਸ ਅਤੇ 60-180mm ਉਚਾਈ ਵਾਲੀਆਂ ਬੋਤਲਾਂ ਲਈ ਢੁਕਵਾਂ ਹੈ। ਪਰ ਇਸਨੂੰ ਇਸ ਸੀਮਾ ਤੋਂ ਪਰੇ ਢੁਕਵੇਂ ਬੋਤਲ ਦੇ ਆਕਾਰ 'ਤੇ ਵੀ ਅਨੁਕੂਲਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।

B. ਬੋਤਲ ਦਾ ਆਕਾਰ
ਆਟੋਮੈਟਿਕ ਕੈਪਿੰਗ ਮਸ਼ੀਨ ਨੂੰ ਗੋਲ ਵਰਗ ਜਾਂ ਗੁੰਝਲਦਾਰ ਆਕਾਰ ਵਰਗੇ ਵੱਖ-ਵੱਖ ਆਕਾਰਾਂ 'ਤੇ ਲਾਗੂ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।




C. ਬੋਤਲ ਅਤੇ ਕੈਪ ਸਮੱਗਰੀ
ਕੱਚ ਦਾ ਪਲਾਸਟਿਕ ਜਾਂ ਧਾਤ ਕੁਝ ਵੀ ਹੋਵੇ, ਆਟੋਮੈਟਿਕ ਕੈਪਿੰਗ ਮਸ਼ੀਨ ਇਨ੍ਹਾਂ ਸਾਰਿਆਂ ਨੂੰ ਸੰਭਾਲ ਸਕਦੀ ਹੈ।


ਡੀ. ਪੇਚ ਕੈਪ ਕਿਸਮ
ਆਟੋਮੈਟਿਕ ਕੈਪਿੰਗ ਮਸ਼ੀਨ ਹਰ ਕਿਸਮ ਦੇ ਸਕ੍ਰੂ ਕੈਪ, ਜਿਵੇਂ ਕਿ ਪੰਪ, ਸਪਰੇਅ, ਡ੍ਰੌਪ ਕੈਪ ਅਤੇ ਹੋਰਾਂ ਨੂੰ ਪੇਚ ਕਰ ਸਕਦੀ ਹੈ।



ਈ. ਉਦਯੋਗ
ਆਟੋਮੈਟਿਕ ਕੈਪਿੰਗ ਮਸ਼ੀਨ ਹਰ ਤਰ੍ਹਾਂ ਦੇ ਉਦਯੋਗਾਂ ਵਿੱਚ ਸ਼ਾਮਲ ਹੋ ਸਕਦੀ ਹੈ ਭਾਵੇਂ ਇਹ ਪਾਊਡਰ, ਤਰਲ, ਦਾਣਿਆਂ ਦੀ ਪੈਕਿੰਗ ਲਾਈਨ ਹੋਵੇ, ਜਾਂ ਇਹ ਭੋਜਨ, ਦਵਾਈ, ਰਸਾਇਣ ਵਿਗਿਆਨ ਜਾਂ ਕੋਈ ਹੋਰ ਉਦਯੋਗ ਹੋਵੇ। ਜਿੱਥੇ ਵੀ ਪੇਚ ਕੈਪਸ ਹਨ, ਉੱਥੇ ਕੰਮ ਕਰਨ ਲਈ ਆਟੋਮੈਟਿਕ ਕੈਪਿੰਗ ਮਸ਼ੀਨ ਹੈ।
ਉਸਾਰੀ ਅਤੇ ਕੰਮ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ

ਇਸ ਵਿੱਚ ਕੈਪਿੰਗ ਮਸ਼ੀਨ ਅਤੇ ਕੈਪ ਫੀਡਰ ਸ਼ਾਮਲ ਹਨ।
1. ਕੈਪ ਫੀਡਰ
2. ਕੈਪ ਲਗਾਉਣਾ
3. ਬੋਤਲ ਵੱਖ ਕਰਨ ਵਾਲਾ
4. ਕੈਪਿੰਗ ਪਹੀਏ
5. ਬੋਤਲ ਕਲੈਂਪਿੰਗ ਬੈਲਟ
6. ਬੋਤਲ ਪਹੁੰਚਾਉਣ ਵਾਲੀ ਬੈਲਟ
ਹੇਠ ਲਿਖੇ ਕੰਮ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਹਨ
ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ
■ ਵੱਖ-ਵੱਖ ਆਕਾਰਾਂ ਅਤੇ ਸਮੱਗਰੀ ਦੀਆਂ ਬੋਤਲਾਂ ਅਤੇ ਢੱਕਣਾਂ ਵਿੱਚ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
■ PLC ਅਤੇ ਟੱਚ ਸਕਰੀਨ ਕੰਟਰੋਲ, ਚਲਾਉਣਾ ਆਸਾਨ।
■ ਆਸਾਨ ਓਪਰੇਸ਼ਨ ਅਤੇ ਆਸਾਨ ਸਮਾਯੋਜਨ, ਬਹੁਤ ਜ਼ਿਆਦਾ ਮਨੁੱਖੀ ਸਰੋਤ ਦੇ ਨਾਲ-ਨਾਲ ਸਮੇਂ ਦੀ ਲਾਗਤ ਨੂੰ ਬਚਾਓ।
■ ਉੱਚ ਅਤੇ ਅਨੁਕੂਲ ਗਤੀ, ਜੋ ਕਿ ਹਰ ਕਿਸਮ ਦੀ ਪੈਕਿੰਗ ਲਾਈਨ ਲਈ ਢੁਕਵੀਂ ਹੈ।
■ ਸਥਿਰ ਪ੍ਰਦਰਸ਼ਨ ਅਤੇ ਉੱਚ ਸਟੀਕ।
■ ਇੱਕ ਬਟਨ ਨਾਲ ਸ਼ੁਰੂ ਕਰਨ ਵਾਲਾ ਫੰਕਸ਼ਨ ਬਹੁਤ ਸਹੂਲਤ ਲਿਆਉਂਦਾ ਹੈ।
■ ਵਿਸਤ੍ਰਿਤ ਡਿਜ਼ਾਈਨ ਮਸ਼ੀਨ ਨੂੰ ਵਧੇਰੇ ਮਨੁੱਖੀ ਅਤੇ ਬੁੱਧੀਮਾਨ ਬਣਾਉਂਦਾ ਹੈ।
■ ਮਸ਼ੀਨ ਦੇ ਆਉਟਲੁੱਕ 'ਤੇ ਚੰਗਾ ਅਨੁਪਾਤ, ਉੱਚ ਪੱਧਰੀ ਡਿਜ਼ਾਈਨ ਅਤੇ ਦਿੱਖ।
■ ਮਸ਼ੀਨ ਬਾਡੀ SUS 304 ਦੀ ਬਣੀ ਹੋਈ ਹੈ, GMP ਸਟੈਂਡਰਡ ਨੂੰ ਪੂਰਾ ਕਰਦੀ ਹੈ।
■ ਬੋਤਲ ਅਤੇ ਢੱਕਣਾਂ ਵਾਲੇ ਸਾਰੇ ਸੰਪਰਕ ਹਿੱਸੇ ਭੋਜਨ ਲਈ ਸੁਰੱਖਿਆ ਸਮੱਗਰੀ ਤੋਂ ਬਣੇ ਹੁੰਦੇ ਹਨ।
■ ਵੱਖ-ਵੱਖ ਬੋਤਲਾਂ ਦੇ ਆਕਾਰ ਨੂੰ ਦਿਖਾਉਣ ਲਈ ਡਿਜੀਟਲ ਡਿਸਪਲੇ ਸਕ੍ਰੀਨ, ਜੋ ਬੋਤਲ ਬਦਲਣ ਲਈ ਸੁਵਿਧਾਜਨਕ ਹੋਵੇਗੀ (ਵਿਕਲਪ)।
■ ਗਲਤੀ ਨਾਲ ਭਰੀਆਂ ਬੋਤਲਾਂ ਨੂੰ ਹਟਾਉਣ ਲਈ ਆਪਟ੍ਰੋਨਿਕ ਸੈਂਸਰ (ਵਿਕਲਪ)।
■ ਢੱਕਣਾਂ ਵਿੱਚ ਆਪਣੇ ਆਪ ਫੀਡ ਕਰਨ ਲਈ ਸਟੈਪਡ ਲਿਫਟਿੰਗ ਡਿਵਾਈਸ।
■ ਢੱਕਣ ਦਾ ਡਿੱਗਣਾ ਹਿੱਸਾ ਗਲਤੀ ਵਾਲੇ ਢੱਕਣਾਂ ਨੂੰ ਦੂਰ ਕਰ ਸਕਦਾ ਹੈ (ਹਵਾ ਉਡਾਉਣ ਅਤੇ ਭਾਰ ਮਾਪਣ ਦੁਆਰਾ)।
■ ਢੱਕਣਾਂ ਨੂੰ ਦਬਾਉਣ ਵਾਲੀ ਬੈਲਟ ਝੁਕੀ ਹੋਈ ਹੈ, ਇਸ ਲਈ ਇਹ ਢੱਕਣ ਨੂੰ ਸਹੀ ਜਗ੍ਹਾ 'ਤੇ ਐਡਜਸਟ ਕਰ ਸਕਦੀ ਹੈ ਅਤੇ ਫਿਰ ਦਬਾ ਸਕਦੀ ਹੈ।
ਬੁੱਧੀਮਾਨ
ਕੈਪ ਦੇ ਦੋਵੇਂ ਪਾਸਿਆਂ 'ਤੇ ਵੱਖ-ਵੱਖ ਕੇਂਦਰ ਸੰਤੁਲਨ ਦੇ ਸਿਧਾਂਤ ਦੀ ਵਰਤੋਂ ਕਰੋ, ਸਿਰਫ਼ ਸਹੀ ਦਿਸ਼ਾ ਵਾਲੀ ਕੈਪ ਨੂੰ ਉੱਪਰ ਵੱਲ ਲਿਜਾਇਆ ਜਾ ਸਕਦਾ ਹੈ। ਗਲਤ ਦਿਸ਼ਾ ਵਾਲੀ ਕੈਪ ਆਪਣੇ ਆਪ ਹੇਠਾਂ ਡਿੱਗ ਜਾਵੇਗੀ।
ਕਨਵੇਅਰ ਵੱਲੋਂ ਕੈਪਸ ਨੂੰ ਉੱਪਰ ਲਿਆਉਣ ਤੋਂ ਬਾਅਦ, ਬਲੋਅਰ ਕੈਪਸ ਨੂੰ ਕੈਪ ਟ੍ਰੈਕ ਵਿੱਚ ਉਡਾ ਦਿੰਦਾ ਹੈ।

ਐਰਰ ਲਿਡਸ ਸੈਂਸਰ ਉਲਟੇ ਲਿਡਸ ਨੂੰ ਆਸਾਨੀ ਨਾਲ ਖੋਜ ਸਕਦਾ ਹੈ। ਆਟੋਮੈਟਿਕ ਐਰਰ ਕੈਪਸ ਰਿਮੂਵਰ ਅਤੇ ਬੋਤਲ ਸੈਂਸਰ, ਚੰਗੇ ਕੈਪਿੰਗ ਪ੍ਰਭਾਵ ਤੱਕ ਪਹੁੰਚਦੇ ਹਨ।
ਬੋਤਲ ਵੱਖਰਾ ਕਰਨ ਵਾਲਾ ਬੋਤਲਾਂ ਨੂੰ ਉਹਨਾਂ ਦੀ ਸਥਿਤੀ 'ਤੇ ਚੱਲਣ ਦੀ ਗਤੀ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰਕੇ ਇੱਕ ਦੂਜੇ ਤੋਂ ਵੱਖ ਕਰੇਗਾ। ਗੋਲ ਬੋਤਲਾਂ ਨੂੰ ਆਮ ਤੌਰ 'ਤੇ ਇੱਕ ਵੱਖਰੇਵੇਂ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਵਰਗਾਕਾਰ ਬੋਤਲਾਂ ਨੂੰ ਦੋ ਉਲਟ ਵੱਖਰੇਵੇਂ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।


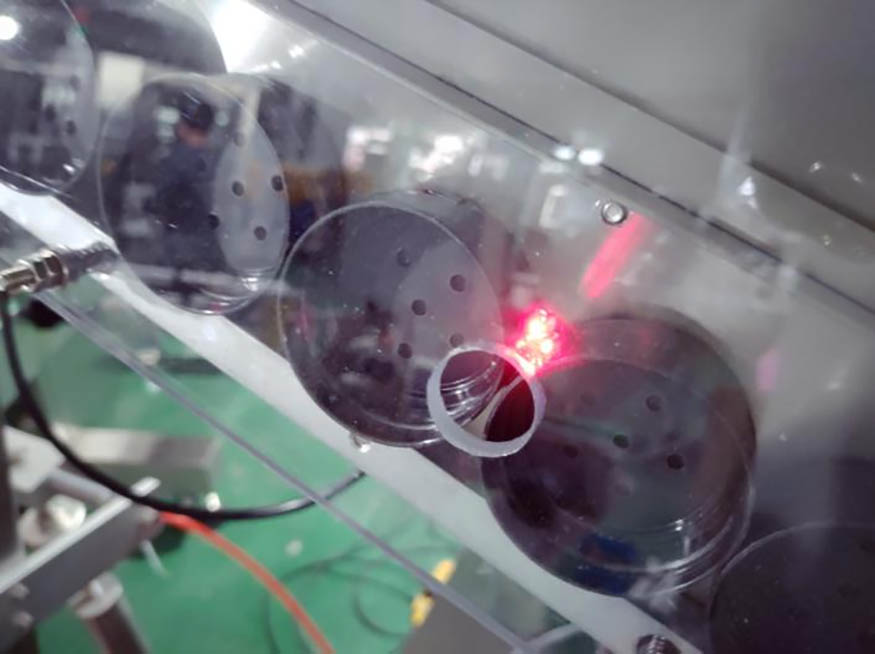
ਕੈਪ ਦੀ ਘਾਟ ਡਿਟੈਕਟ ਕਰਨ ਵਾਲਾ ਯੰਤਰ ਕੈਪ ਫੀਡਰ ਦੇ ਚੱਲਣ ਅਤੇ ਬੰਦ ਹੋਣ ਨੂੰ ਆਪਣੇ ਆਪ ਕੰਟਰੋਲ ਕਰਦਾ ਹੈ। ਕੈਪ ਟਰੈਕ ਦੇ ਦੋਵੇਂ ਪਾਸੇ ਦੋ ਸੈਂਸਰ ਹਨ, ਇੱਕ ਇਹ ਜਾਂਚ ਕਰਨ ਲਈ ਕਿ ਕੀ ਟਰੈਕ ਕੈਪਸ ਨਾਲ ਭਰਿਆ ਹੋਇਆ ਹੈ, ਅਤੇ ਦੂਜਾ ਇਹ ਜਾਂਚ ਕਰਨ ਲਈ ਕਿ ਕੀ ਟਰੈਕ ਖਾਲੀ ਹੈ।
ਕੁਸ਼ਲ
ਬੋਤਲ ਕਨਵੇਅਰ ਅਤੇ ਕੈਪ ਫੀਡਰ ਦੀ ਵੱਧ ਤੋਂ ਵੱਧ ਗਤੀ 100 ਬੀਪੀਐਮ ਤੱਕ ਪਹੁੰਚ ਸਕਦੀ ਹੈ, ਜੋ ਕਿ ਮਸ਼ੀਨ ਨੂੰ ਵੱਖ-ਵੱਖ ਪੈਕਿੰਗ ਲਾਈਨਾਂ ਦੇ ਅਨੁਕੂਲ ਬਣਾਉਣ ਲਈ ਉੱਚ ਗਤੀ ਪ੍ਰਦਾਨ ਕਰਦੀ ਹੈ।
ਤਿੰਨ ਪਹੀਆਂ ਦੇ ਜੋੜੇ ਕੈਪਸ ਨੂੰ ਤੇਜ਼ੀ ਨਾਲ ਮਰੋੜਦੇ ਹਨ। ਹਰੇਕ ਜੋੜੇ ਦਾ ਇੱਕ ਖਾਸ ਕੰਮ ਹੁੰਦਾ ਹੈ। ਪਹਿਲਾ ਜੋੜਾ ਕੈਪਸ ਨੂੰ ਸਹੀ ਸਥਿਤੀ ਵਿੱਚ ਰੱਖਣ ਵਿੱਚ ਮੁਸ਼ਕਲ ਬਣਾਉਣ ਲਈ ਉਲਟਾ ਮੋੜ ਸਕਦਾ ਹੈ। ਪਰ ਜਦੋਂ ਕੈਪ ਆਮ ਹੁੰਦਾ ਹੈ ਤਾਂ ਉਹ ਦੂਜੇ ਜੋੜੇ ਦੇ ਪਹੀਆਂ ਦੇ ਨਾਲ ਮਿਲ ਕੇ ਇੱਕ ਢੁਕਵੀਂ ਸਥਿਤੀ 'ਤੇ ਪਹੁੰਚਣ ਲਈ ਕੈਪਸ ਨੂੰ ਹੇਠਾਂ ਮੋੜ ਸਕਦੇ ਹਨ। ਤੀਜੇ ਜੋੜੇ ਕੈਪ ਨੂੰ ਕੱਸਣ ਲਈ ਥੋੜ੍ਹਾ ਜਿਹਾ ਐਡਜਸਟ ਕਰਦੇ ਹਨ, ਇਸ ਲਈ ਉਨ੍ਹਾਂ ਦੀ ਗਤੀ ਸਾਰੇ ਪਹੀਆਂ ਵਿੱਚੋਂ ਸਭ ਤੋਂ ਹੌਲੀ ਹੁੰਦੀ ਹੈ।

ਸੁਵਿਧਾਜਨਕ
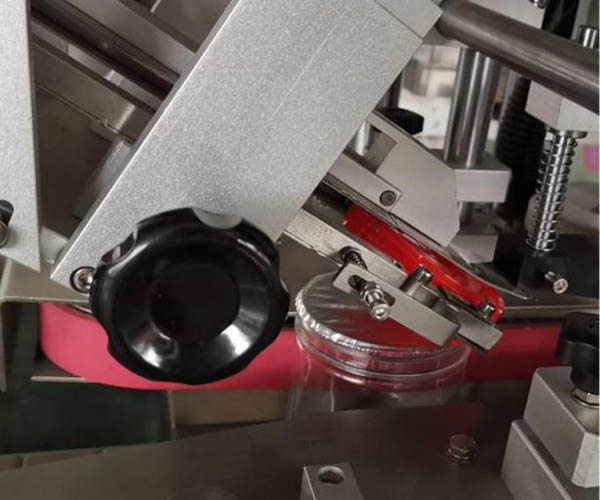
ਦੂਜੇ ਸਪਲਾਇਰਾਂ ਤੋਂ ਹੈਂਡ ਵ੍ਹੀਲ ਐਡਜਸਟਮੈਂਟ ਦੀ ਤੁਲਨਾ ਵਿੱਚ, ਪੂਰੇ ਕੈਪਿੰਗ ਡਿਵਾਈਸ ਨੂੰ ਉੱਚਾ ਜਾਂ ਘੱਟ ਕਰਨ ਲਈ ਇੱਕ ਬਟਨ ਬਹੁਤ ਜ਼ਿਆਦਾ ਸੁਵਿਧਾਜਨਕ ਹੈ।
ਬੋਤਲ ਕਨਵੇਅਰ, ਬੋਤਲ ਕਲੈਂਪ, ਕੈਪ ਚੜ੍ਹਨ ਅਤੇ ਬੋਤਲ ਵੱਖ ਕਰਨ ਦੀ ਗਤੀ ਨੂੰ ਅਨੁਕੂਲ ਕਰਨ ਲਈ ਖੱਬੇ ਤੋਂ ਸੱਜੇ ਚਾਰ ਸਵਿੱਚ ਵਰਤੇ ਜਾਂਦੇ ਹਨ। ਡਾਇਲ ਆਪਰੇਟਰ ਨੂੰ ਹਰੇਕ ਕਿਸਮ ਦੇ ਪੈਕੇਜ ਲਈ ਢੁਕਵੀਂ ਗਤੀ ਤੱਕ ਆਸਾਨੀ ਨਾਲ ਪਹੁੰਚਣ ਲਈ ਮਾਰਗਦਰਸ਼ਨ ਕਰ ਸਕਦਾ ਹੈ।


ਦੋ ਬੋਤਲ ਕਲੈਂਪ ਬੈਲਟਾਂ ਵਿਚਕਾਰ ਦੂਰੀ ਨੂੰ ਆਸਾਨੀ ਨਾਲ ਬਦਲਣ ਲਈ ਹੱਥ ਦੇ ਪਹੀਏ। ਕਲੈਂਪਿੰਗ ਬੈਲਟ ਦੇ ਦੋ ਸਿਰਿਆਂ 'ਤੇ ਦੋ ਪਹੀਏ ਹਨ। ਡਾਇਲ ਆਪਰੇਟਰ ਨੂੰ ਬੋਤਲ ਦੇ ਆਕਾਰ ਬਦਲਣ ਵੇਲੇ ਸਹੀ ਸਥਿਤੀ 'ਤੇ ਪਹੁੰਚਣ ਲਈ ਅਗਵਾਈ ਕਰਦਾ ਹੈ।
ਕੈਪਿੰਗ ਪਹੀਏ ਅਤੇ ਕੈਪਸ ਵਿਚਕਾਰ ਦੂਰੀ ਨੂੰ ਐਡਜਸਟ ਕਰਨ ਲਈ ਸਵਿੱਚ। ਦੂਰੀ ਜਿੰਨੀ ਨੇੜੇ ਹੋਵੇਗੀ, ਕੈਪ ਓਨੀ ਹੀ ਤੰਗ ਹੋਵੇਗੀ। ਡਾਇਲ ਆਪਰੇਟਰ ਨੂੰ ਸਭ ਤੋਂ ਢੁਕਵੀਂ ਦੂਰੀ ਲੱਭਣ ਵਿੱਚ ਮਦਦ ਕਰਦਾ ਹੈ।


ਆਸਾਨ ਕੰਮ
ਸਧਾਰਨ ਓਪਰੇਸ਼ਨ ਪ੍ਰੋਗਰਾਮ ਦੇ ਨਾਲ PLC ਅਤੇ ਟੱਚ ਸਕ੍ਰੀਨ ਕੰਟਰੋਲ, ਕੰਮ ਨੂੰ ਆਸਾਨ ਅਤੇ ਵਧੇਰੇ ਕੁਸ਼ਲ ਬਣਾਉਂਦਾ ਹੈ।


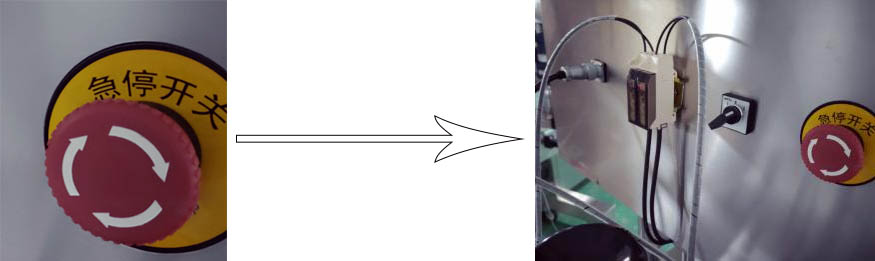
ਐਮਰਜੈਂਸੀ ਬਟਨ ਜੋ ਜ਼ਰੂਰੀ ਸਮੇਂ 'ਤੇ ਮਸ਼ੀਨ ਨੂੰ ਤੁਰੰਤ ਰੋਕਦਾ ਹੈ, ਜੋ ਆਪਰੇਟਰ ਨੂੰ ਸੁਰੱਖਿਅਤ ਰੱਖਦਾ ਹੈ।
| TP-TGXG-200 ਬੋਤਲ ਕੈਪਿੰਗ ਮਸ਼ੀਨ | |||
| ਸਮਰੱਥਾ | 50-120 ਬੋਤਲਾਂ/ਮਿੰਟ | ਮਾਪ | 2100*900*1800 ਮਿਲੀਮੀਟਰ |
| ਬੋਤਲਾਂ ਦਾ ਵਿਆਸ | Φ22-120mm (ਲੋੜ ਅਨੁਸਾਰ ਅਨੁਕੂਲਿਤ) | ਬੋਤਲਾਂ ਦੀ ਉਚਾਈ | 60-280mm (ਲੋੜ ਅਨੁਸਾਰ ਅਨੁਕੂਲਿਤ) |
| ਢੱਕਣ ਦਾ ਆਕਾਰ | Φ15-120mm | ਕੁੱਲ ਵਜ਼ਨ | 350 ਕਿਲੋਗ੍ਰਾਮ |
| ਯੋਗ ਦਰ | ≥99% | ਪਾਵਰ | 1300 ਡਬਲਯੂ |
| ਮੈਟ੍ਰਿਕਲ | ਸਟੇਨਲੈੱਸ ਸਟੀਲ 304 | ਵੋਲਟੇਜ | 220V/50-60Hz (ਜਾਂ ਅਨੁਕੂਲਿਤ) |
| ਨਹੀਂ। | ਨਾਮ | ਮੂਲ | ਬ੍ਰਾਂਡ |
| 1 | ਇਨਵਰਟਰ | ਤਾਈਵਾਨ | ਡੈਲਟਾ |
| 2 | ਟਚ ਸਕਰੀਨ | ਚੀਨ | ਟੱਚਵਿਨ |
| 3 | ਆਪਟ੍ਰੋਨਿਕ ਸੈਂਸਰ | ਕੋਰੀਆ | ਆਟੋਨਿਕਸ |
| 4 | ਸੀਪੀਯੂ | US | ਏਟੀਐਮਈਐਲ |
| 5 | ਇੰਟਰਫੇਸ ਚਿੱਪ | US | ਮੈਕਸ |
| 6 | ਪ੍ਰੈਸਿੰਗ ਬੈਲਟ | ਸ਼ੰਘਾਈ |
|
| 7 | ਸੀਰੀਜ਼ ਮੋਟਰ | ਤਾਈਵਾਨ | ਟਾਲੀਕੇ/ਜੀਪੀਜੀ |
| 8 | SS 304 ਫਰੇਮ | ਸ਼ੰਘਾਈ | ਬਾਓਸਟੀਲ |
ਆਟੋਮੈਟਿਕ ਕੈਪਿੰਗ ਮਸ਼ੀਨ ਪੈਕਿੰਗ ਲਾਈਨ ਬਣਾਉਣ ਲਈ ਫਿਲਿੰਗ ਮਸ਼ੀਨ ਅਤੇ ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ ਨਾਲ ਕੰਮ ਕਰ ਸਕਦੀ ਹੈ।
A. ਬੋਤਲ ਅਨਸਕ੍ਰੈਂਬਲਰ+ਆਗਰ ਫਿਲਰ+ਆਟੋਮੈਟਿਕ ਕੈਪਿੰਗ ਮਸ਼ੀਨ+ਫੋਇਲ ਸੀਲਿੰਗ ਮਸ਼ੀਨ।
ਬੀ. ਬੋਤਲ ਅਨਸਕ੍ਰੈਂਬਲਰ + ਔਗਰ ਫਿਲਰ + ਆਟੋਮੈਟਿਕ ਕੈਪਿੰਗ ਮਸ਼ੀਨ + ਫੋਇਲ ਸੀਲਿੰਗ ਮਸ਼ੀਨ + ਲੇਬਲਿੰਗ ਮਸ਼ੀਨ


ਡੱਬੇ ਵਿੱਚ ਉਪਕਰਣ
■ ਹਦਾਇਤ ਮੈਨੂਅਲ
■ ਬਿਜਲੀ ਚਿੱਤਰ ਅਤੇ ਜੋੜਨ ਵਾਲਾ ਚਿੱਤਰ
■ ਸੁਰੱਖਿਆ ਸੰਚਾਲਨ ਗਾਈਡ
■ ਪਹਿਨਣ ਵਾਲੇ ਹਿੱਸਿਆਂ ਦਾ ਸੈੱਟ
■ ਰੱਖ-ਰਖਾਅ ਦੇ ਸਾਧਨ
■ ਸੰਰਚਨਾ ਸੂਚੀ (ਮੂਲ, ਮਾਡਲ, ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ, ਕੀਮਤ)



1. ਕੈਪ ਐਲੀਵੇਟਰ ਅਤੇ ਕੈਪ ਲਗਾਉਣ ਵਾਲੇ ਸਿਸਟਮ ਦੀ ਸਥਾਪਨਾ।
(1) ਕੈਪ ਅਰੇਂਜਿੰਗ ਅਤੇ ਡਿਟੈਕਸ਼ਨ ਸੈਂਸਰ ਦੀ ਸਥਾਪਨਾ।
ਕੈਪ ਐਲੀਵੇਟਰ ਅਤੇ ਪਲੇਸਿੰਗ ਸਿਸਟਮ ਨੂੰ ਸ਼ਿਪਿੰਗ ਤੋਂ ਪਹਿਲਾਂ ਵੱਖ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਕਿਰਪਾ ਕਰਕੇ ਮਸ਼ੀਨ ਚਲਾਉਣ ਤੋਂ ਪਹਿਲਾਂ ਕੈਪਿੰਗ ਮਸ਼ੀਨ 'ਤੇ ਕੈਪ ਅਰੇਂਜਿੰਗ ਅਤੇ ਪਲੇਸਿੰਗ ਸਿਸਟਮ ਸਥਾਪਿਤ ਕਰੋ। ਕਿਰਪਾ ਕਰਕੇ ਹੇਠ ਲਿਖੀਆਂ ਤਸਵੀਰਾਂ ਵਿੱਚ ਦਿਖਾਏ ਗਏ ਸਿਸਟਮ ਨੂੰ ਕਨੈਕਟ ਕਰੋ:
ਕੈਪ ਇੰਸਪੈਕਸ਼ਨ ਸੈਂਸਰ ਦੀ ਘਾਟ (ਮਸ਼ੀਨ ਸਟਾਪ)
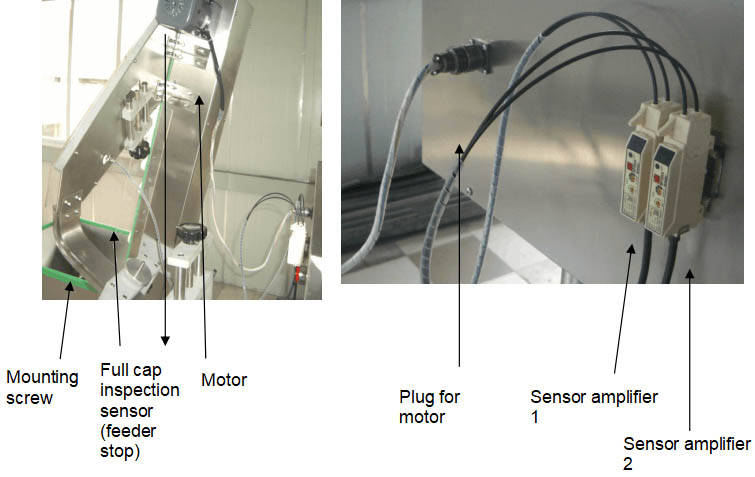
a. ਕੈਪ ਪਲੇਸਿੰਗ ਟਰੈਕ ਅਤੇ ਰੈਂਪ ਨੂੰ ਮਾਊਂਟਿੰਗ ਪੇਚ ਨਾਲ ਜੋੜੋ।
b. ਕੰਟਰੋਲ ਪੈਨਲ 'ਤੇ ਸੱਜੇ ਪਾਸੇ ਲੱਗੇ ਪਲੱਗ ਨਾਲ ਮੋਟਰ ਵਾਇਰ ਨੂੰ ਜੋੜੋ।
c. ਪੂਰੇ ਕੈਪ ਇੰਸਪੈਕਸ਼ਨ ਸੈਂਸਰ ਨੂੰ ਸੈਂਸਰ ਐਂਪਲੀਫਾਇਰ 1 ਨਾਲ ਜੋੜੋ।
d. ਸੈਂਸਰ ਐਂਪਲੀਫਾਇਰ 2 ਨਾਲ ਘਾਟ ਕੈਪ ਨਿਰੀਖਣ ਸੈਂਸਰ ਨੂੰ ਜੋੜੋ।
ਕੈਪ ਚੜ੍ਹਨ ਵਾਲੀ ਚੇਨ ਦੇ ਕੋਣ ਨੂੰ ਐਡਜਸਟ ਕਰੋ: ਕੈਪ ਚੜ੍ਹਨ ਵਾਲੀ ਚੇਨ ਦੇ ਕੋਣ ਨੂੰ ਸ਼ਿਪਮੈਂਟ ਤੋਂ ਪਹਿਲਾਂ ਤੁਹਾਡੇ ਦੁਆਰਾ ਪ੍ਰਦਾਨ ਕੀਤੇ ਗਏ ਸੈਂਪਲ ਕੈਪ ਦੇ ਅਨੁਸਾਰ ਐਡਜਸਟ ਕੀਤਾ ਗਿਆ ਹੈ। ਜੇਕਰ ਕੈਪ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਬਦਲਣਾ ਜ਼ਰੂਰੀ ਹੈ (ਸਿਰਫ਼ ਆਕਾਰ ਬਦਲੋ, ਕੈਪ ਦੀ ਕਿਸਮ ਨੂੰ ਬਦਲੋ), ਤਾਂ ਕਿਰਪਾ ਕਰਕੇ ਕੈਪ ਚੜ੍ਹਨ ਵਾਲੀ ਚੇਨ ਦੇ ਕੋਣ ਨੂੰ ਐਂਗਲ ਐਡਜਸਟਿੰਗ ਪੇਚ ਦੁਆਰਾ ਐਡਜਸਟ ਕਰੋ ਜਦੋਂ ਤੱਕ ਚੇਨ ਸਿਰਫ਼ ਕੈਪਾਂ ਨੂੰ ਉੱਪਰ ਵੱਲ ਨਹੀਂ ਲਿਜਾ ਸਕਦੀ ਜੋ ਉੱਪਰ ਵਾਲੇ ਪਾਸੇ ਵਾਲੀ ਚੇਨ 'ਤੇ ਝੁਕਦੇ ਹਨ। ਸੰਕੇਤ ਹੇਠ ਲਿਖੇ ਅਨੁਸਾਰ ਹਨ:

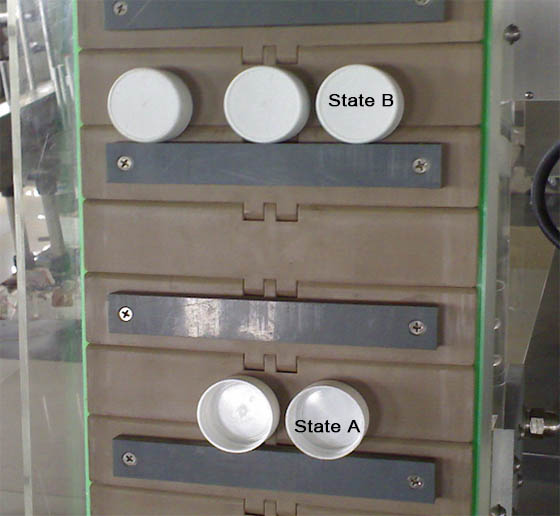
ਜਦੋਂ ਕੈਪ ਚੜ੍ਹਨ ਵਾਲੀ ਚੇਨ ਕੈਪਸ ਨੂੰ ਉੱਪਰ ਲਿਆਉਂਦੀ ਹੈ ਤਾਂ ਸਥਿਤੀ A ਵਿੱਚ ਕੈਪ ਸਹੀ ਦਿਸ਼ਾ ਹੁੰਦੀ ਹੈ।
ਜੇਕਰ ਚੇਨ ਸਹੀ ਕੋਣ 'ਤੇ ਹੋਵੇ ਤਾਂ ਸਥਿਤੀ B ਵਿੱਚ ਕੈਪ ਆਪਣੇ ਆਪ ਟੈਂਕ ਵਿੱਚ ਡਿੱਗ ਜਾਵੇਗਾ।
(2) ਕੈਪ ਡ੍ਰੌਪਿੰਗ ਸਿਸਟਮ (ਚੂਟ) ਨੂੰ ਐਡਜਸਟ ਕਰੋ
ਦਿੱਤੇ ਗਏ ਨਮੂਨੇ ਦੇ ਅਨੁਸਾਰ ਡਿੱਗਣ ਵਾਲੀ ਢਲਾਣ ਅਤੇ ਜਗ੍ਹਾ ਦਾ ਕੋਣ ਪਹਿਲਾਂ ਹੀ ਸੈੱਟ ਕੀਤਾ ਗਿਆ ਹੈ। ਆਮ ਤੌਰ 'ਤੇ ਜੇਕਰ ਬੋਤਲ ਜਾਂ ਕੈਪ ਦਾ ਕੋਈ ਹੋਰ ਨਵਾਂ ਨਿਰਧਾਰਨ ਨਹੀਂ ਹੈ, ਤਾਂ ਸੈਟਿੰਗ ਨੂੰ ਐਡਜਸਟ ਕਰਨ ਦੀ ਜ਼ਰੂਰਤ ਨਹੀਂ ਹੈ। ਅਤੇ ਜੇਕਰ ਬੋਤਲ ਜਾਂ ਕੈਪ ਦੇ 1 ਤੋਂ ਵੱਧ ਨਿਰਧਾਰਨ ਹਨ, ਤਾਂ ਕਲਾਇੰਟ ਨੂੰ ਇਕਰਾਰਨਾਮੇ 'ਤੇ ਆਈਟਮ ਜਾਂ ਇਸਦੇ ਅਟੈਚਮੈਂਟ ਨੂੰ ਸੂਚੀਬੱਧ ਕਰਨ ਦੀ ਜ਼ਰੂਰਤ ਹੈ ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਕਾਰਖਾਨਾ ਹੋਰ ਸੋਧਾਂ ਲਈ ਕਾਫ਼ੀ ਜਗ੍ਹਾ ਛੱਡਦਾ ਹੈ। ਐਡਜਸਟਮੈਂਟ ਦਾ ਤਰੀਕਾ ਹੇਠ ਲਿਖੇ ਅਨੁਸਾਰ ਹੈ:
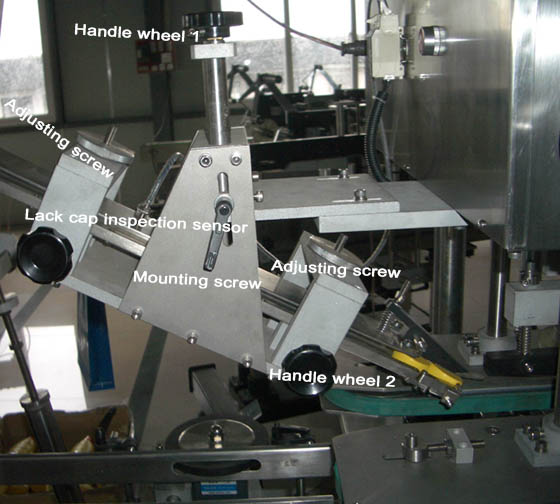
ਕੈਪ ਡ੍ਰੌਪਿੰਗ ਸਿਸਟਮ ਦੀ ਉਚਾਈ ਨੂੰ ਐਡਜਸਟ ਕਰੋ: ਕਿਰਪਾ ਕਰਕੇ ਹੈਂਡਲ ਵ੍ਹੀਲ 1 ਨੂੰ ਮੋੜਨ ਤੋਂ ਪਹਿਲਾਂ ਮਾਊਂਟਿੰਗ ਪੇਚ ਨੂੰ ਢਿੱਲਾ ਕਰੋ।
ਐਡਜਸਟ ਕਰਨ ਵਾਲਾ ਪੇਚ ਚੂਟ ਦੀ ਜਗ੍ਹਾ ਦੀ ਉਚਾਈ ਨੂੰ ਐਡਜਸਟ ਕਰ ਸਕਦਾ ਹੈ।
ਹੈਂਡਲ ਵ੍ਹੀਲ 2 (ਦੋਵੇਂ ਪਾਸਿਆਂ ਤੋਂ) ਢਲਾਣ ਦੀ ਜਗ੍ਹਾ ਦੀ ਚੌੜਾਈ ਨੂੰ ਅਨੁਕੂਲ ਕਰ ਸਕਦਾ ਹੈ।
(3) ਕੈਪ ਦਬਾਉਣ ਵਾਲੇ ਹਿੱਸੇ ਨੂੰ ਐਡਜਸਟ ਕਰਨਾ
ਜਦੋਂ ਬੋਤਲ ਕੈਪ ਪ੍ਰੈਸਿੰਗ ਵਾਲੇ ਹਿੱਸੇ ਦੇ ਖੇਤਰ ਵਿੱਚ ਫੀਡ ਕਰ ਰਹੀ ਹੋਵੇਗੀ ਤਾਂ ਕੈਪ ਬੋਤਲ ਦੇ ਮੂੰਹ ਨੂੰ ਆਪਣੇ ਆਪ ਢੱਕ ਲਵੇਗੀ। ਬੋਤਲਾਂ ਅਤੇ ਕੈਪਸ ਦੀ ਉਚਾਈ ਦੇ ਕਾਰਨ ਕੈਪ ਪ੍ਰੈਸਿੰਗ ਵਾਲੇ ਹਿੱਸੇ ਨੂੰ ਵੀ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਜੇਕਰ ਕੈਪ 'ਤੇ ਦਬਾਅ ਢੁਕਵਾਂ ਨਹੀਂ ਹੈ ਤਾਂ ਇਹ ਕੈਪਿੰਗ ਪ੍ਰਦਰਸ਼ਨ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰੇਗਾ। ਜੇਕਰ ਕੈਪ ਪ੍ਰੈਸ ਵਾਲੇ ਹਿੱਸੇ ਦੀ ਸਥਿਤੀ ਬਹੁਤ ਜ਼ਿਆਦਾ ਹੈ, ਤਾਂ ਪ੍ਰੈਸਿੰਗ ਪ੍ਰਦਰਸ਼ਨ ਪ੍ਰਭਾਵਿਤ ਹੋਵੇਗਾ। ਅਤੇ ਜੇਕਰ ਸਥਿਤੀ ਬਹੁਤ ਘੱਟ ਹੈ, ਤਾਂ ਕੈਪ ਜਾਂ ਬੋਤਲ ਨੂੰ ਨੁਕਸਾਨ ਪਹੁੰਚੇਗਾ। ਆਮ ਤੌਰ 'ਤੇ ਕੈਪ ਪ੍ਰੈਸਿੰਗ ਵਾਲੇ ਹਿੱਸੇ ਦੀ ਉਚਾਈ ਸ਼ਿਪਮੈਂਟ ਤੋਂ ਪਹਿਲਾਂ ਐਡਜਸਟ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਜੇਕਰ ਉਪਭੋਗਤਾ ਨੂੰ ਉਚਾਈ ਨੂੰ ਐਡਜਸਟ ਕਰਨ ਦੀ ਲੋੜ ਹੈ, ਤਾਂ ਐਡਜਸਟਮੈਂਟ ਦਾ ਤਰੀਕਾ ਹੇਠ ਲਿਖੇ ਅਨੁਸਾਰ ਹੈ:

ਕੈਪ ਪ੍ਰੈਸਿੰਗ ਵਾਲੇ ਹਿੱਸੇ ਦੀ ਉਚਾਈ ਨੂੰ ਐਡਜਸਟ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਕਿਰਪਾ ਕਰਕੇ ਮਾਊਂਟਿੰਗ ਪੇਚ ਨੂੰ ਢਿੱਲਾ ਕਰੋ।
ਮਸ਼ੀਨ ਦੇ ਨਾਲ ਸਭ ਤੋਂ ਛੋਟੀ ਬੋਤਲ ਨੂੰ ਫਿੱਟ ਕਰਨ ਲਈ ਇੱਕ ਹੋਰ ਕੈਪ ਪ੍ਰੈਸਿੰਗ ਪਾਰਟ ਹੈ, ਇਸਨੂੰ ਬਦਲਣ ਦਾ ਤਰੀਕਾ ਵੀਡੀਓ ਵਿੱਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ।
(4) ਢੱਕਣ ਨੂੰ ਢੱਕਣ ਵਿੱਚ ਉਡਾਉਣ ਲਈ ਹਵਾ ਦੇ ਦਬਾਅ ਨੂੰ ਐਡਜਸਟ ਕਰਨਾ।

2. ਸਮੁੱਚੇ ਤੌਰ 'ਤੇ ਮੁੱਖ ਹਿੱਸਿਆਂ ਦੀ ਉਚਾਈ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰਨਾ।
ਬੋਤਲ ਫਿਕਸ ਸਟ੍ਰਕਚਰ, ਗਮ-ਇਲਾਸਟਿਕ ਸਪਿਨ ਵ੍ਹੀਲ, ਕੈਪ ਪ੍ਰੈਸਿੰਗ ਪਾਰਟ ਵਰਗੇ ਮੁੱਖ ਹਿੱਸਿਆਂ ਦੀ ਉਚਾਈ ਨੂੰ ਮਸ਼ੀਨ ਐਲੀਵੇਟਰ ਦੁਆਰਾ ਪੂਰੀ ਤਰ੍ਹਾਂ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਮਸ਼ੀਨ ਐਲੀਵੇਟਰ ਦਾ ਕੰਟਰੋਲ ਬਟਨ ਕੰਟਰੋਲ ਪੈਨਲ ਦੇ ਸੱਜੇ ਪਾਸੇ ਹੈ। ਉਪਭੋਗਤਾ ਨੂੰ ਮਸ਼ੀਨ ਐਲੀਵੇਟਰ ਸ਼ੁਰੂ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਦੋ ਸਪੋਰਟ ਥੰਮ੍ਹਾਂ 'ਤੇ ਮਾਊਂਟਿੰਗ ਪੇਚ ਨੂੰ ਢਿੱਲਾ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ।
ø ਦਾ ਅਰਥ ਹੈ ਹੇਠਾਂ ਅਤੇ ø ਦਾ ਅਰਥ ਹੈ ਉੱਪਰ। ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਕਿ ਸਪਿਨ ਵ੍ਹੀਲਜ਼ ਦੀ ਸਥਿਤੀ ਕੈਪਸ ਨਾਲ ਮੇਲ ਖਾਂਦੀ ਹੈ। ਕਿਰਪਾ ਕਰਕੇ ਐਲੀਵੇਟਰ ਪਾਵਰ ਬੰਦ ਕਰੋ ਅਤੇ ਐਡਜਸਟਮੈਂਟ ਤੋਂ ਬਾਅਦ ਮਾਊਂਟਿੰਗ ਪੇਚ ਨੂੰ ਬੰਨ੍ਹੋ।
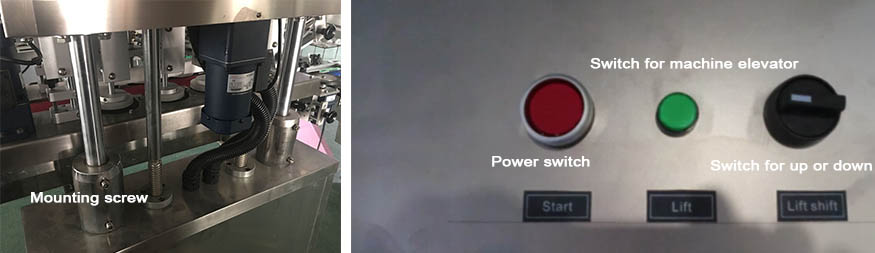
ਟਿੱਪਣੀ: ਕਿਰਪਾ ਕਰਕੇ ਸਹੀ ਸਥਿਤੀ ਪ੍ਰਾਪਤ ਕਰਨ ਤੱਕ ਲਿਫਟ ਸਵਿੱਚ (ਹਰਾ) ਨੂੰ ਹਰ ਸਮੇਂ ਦਬਾਓ। ਲਿਫਟ ਦੀ ਗਤੀ ਬਹੁਤ ਹੌਲੀ ਹੈ, ਕਿਰਪਾ ਕਰਕੇ ਧੀਰਜ ਨਾਲ ਉਡੀਕ ਕਰੋ।
3. ਗਮ-ਲਚਕੀਲੇ ਸਪਿਨ ਵ੍ਹੀਲ (ਸਪਿਨ ਵ੍ਹੀਲ ਦੇ ਤਿੰਨ ਜੋੜੇ) ਨੂੰ ਐਡਜਸਟ ਕਰੋ।
ਸਪਿਨ ਵ੍ਹੀਲ ਦੀ ਉਚਾਈ ਮਸ਼ੀਨ ਐਲੀਵੇਟਰ ਦੁਆਰਾ ਐਡਜਸਟ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
ਸਪਿਨ ਵ੍ਹੀਲ ਦੇ ਜੋੜੇ ਦੀ ਚੌੜਾਈ ਕੈਪ ਦੇ ਵਿਆਸ ਦੇ ਅਨੁਸਾਰ ਐਡਜਸਟ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
ਆਮ ਤੌਰ 'ਤੇ ਪਹੀਏ ਦੇ ਜੋੜੇ ਵਿਚਕਾਰ ਦੂਰੀ ਕੈਪ ਦੇ ਵਿਆਸ ਨਾਲੋਂ 2-3mm ਘੱਟ ਹੁੰਦੀ ਹੈ। ਆਪਰੇਟਰ ਹੈਂਡਲ ਵ੍ਹੀਲ B ਦੁਆਰਾ ਸਪਿਨ ਵ੍ਹੀਲ ਦੀ ਚੌੜਾਈ ਨੂੰ ਐਡਜਸਟ ਕਰ ਸਕਦਾ ਹੈ (ਹਰੇਕ ਹੈਂਡਲ ਵ੍ਹੀਲ ਸਾਪੇਖਿਕ ਸਪਿਨ ਵ੍ਹੀਲ ਨੂੰ ਐਡਜਸਟ ਕਰ ਸਕਦਾ ਹੈ)।
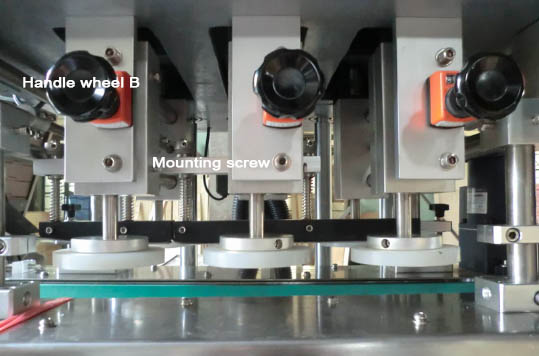
ਹੈਂਡਲ ਵ੍ਹੀਲ ਬੀ ਨੂੰ ਐਡਜਸਟ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਕਿਰਪਾ ਕਰਕੇ ਮਾਊਂਟਿੰਗ ਪੇਚ ਨੂੰ ਢਿੱਲਾ ਕਰੋ।
4. ਬੋਤਲ ਫਿਕਸ ਢਾਂਚੇ ਨੂੰ ਐਡਜਸਟ ਕਰਨਾ।
ਬੋਤਲ ਦੀ ਫਿਕਸ ਸਥਿਤੀ ਨੂੰ ਫਿਕਸ ਬਣਤਰ ਅਤੇ ਲਿੰਕ ਧੁਰੇ ਦੀ ਸਥਿਤੀ ਨੂੰ ਐਡਜਸਟ ਕਰਕੇ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਜੇਕਰ ਫਿਕਸ ਸਥਿਤੀ ਬੋਤਲ 'ਤੇ ਬਹੁਤ ਨੀਵੀਂ ਹੈ, ਤਾਂ ਬੋਤਲ ਨੂੰ ਫੀਡਿੰਗ ਜਾਂ ਕੈਪਿੰਗ ਦੌਰਾਨ ਲੇਟਣਾ ਆਸਾਨ ਹੈ। ਇਸਦੇ ਉਲਟ ਜੇਕਰ ਫਿਕਸ ਸਥਿਤੀ ਬੋਤਲ 'ਤੇ ਬਹੁਤ ਉੱਚੀ ਹੈ, ਤਾਂ ਇਹ ਸਪਿਨ ਪਹੀਆਂ ਦੇ ਸਹੀ ਕੰਮ ਕਰਨ ਵਿੱਚ ਵਿਘਨ ਪਾਵੇਗਾ। ਇਹ ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਕਨਵੇਅਰ ਅਤੇ ਬੋਤਲ ਫਿਕਸ ਬਣਤਰਾਂ ਦੀ ਸੈਂਟਰਲਾਈਨ ਐਡਜਸਟਮੈਂਟ ਤੋਂ ਬਾਅਦ ਇੱਕੋ ਲਾਈਨ 'ਤੇ ਹੋਵੇ।

ਬੋਤਲ ਫਿਕਸ ਬੈਲਟ ਵਿਚਕਾਰ ਦੂਰੀ ਨੂੰ ਅਨੁਕੂਲ ਕਰਨ ਲਈ ਹੈਂਡਲ ਵ੍ਹੀਲ A (ਹੈਂਡਲ ਨੂੰ 2 ਹੱਥਾਂ ਨਾਲ ਘੁਮਾਉਣ ਲਈ) ਨੂੰ ਮੋੜਨਾ। ਤਾਂ ਜੋ ਢਾਂਚਾ ਦਬਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਬੋਤਲ ਨੂੰ ਚੰਗੀ ਤਰ੍ਹਾਂ ਠੀਕ ਕਰ ਸਕੇ।
ਬੋਤਲ ਫਿਕਸ ਬੈਲਟ ਦੀ ਉਚਾਈ ਆਮ ਤੌਰ 'ਤੇ ਮਸ਼ੀਨ ਐਲੀਵੇਟਰ ਦੁਆਰਾ ਐਡਜਸਟ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
(ਸਾਵਧਾਨ: 4 ਲਿੰਕ ਸ਼ਾਫਟ 'ਤੇ ਮਾਊਂਟਿੰਗ ਪੇਚ ਢਿੱਲਾ ਕਰਨ ਤੋਂ ਬਾਅਦ ਆਪਰੇਟਰ ਇੱਕ ਮਾਈਕ੍ਰੋ-ਸਕੋਪ ਵਿੱਚ ਬੋਤਲ ਫਿਕਸ ਬੈਲਟ ਦੀ ਉਚਾਈ ਨੂੰ ਐਡਜਸਟ ਕਰ ਸਕਦਾ ਹੈ।)
ਜੇਕਰ ਆਪਰੇਟਰ ਨੂੰ ਫਿਕਸ ਬੈਲਟ ਨੂੰ ਵੱਡੀ ਰੇਂਜ ਵਿੱਚ ਲਿਜਾਣ ਦੀ ਲੋੜ ਹੈ, ਤਾਂ ਕਿਰਪਾ ਕਰਕੇ ਪੇਚ 1 ਅਤੇ ਪੇਚ 2 ਨੂੰ ਇਕੱਠੇ ਢਿੱਲਾ ਕਰਨ ਤੋਂ ਬਾਅਦ ਬੈਲਟ ਦੀ ਸਥਿਤੀ ਨੂੰ ਐਡਜਸਟ ਕਰੋ, ਅਤੇ ਜੇਕਰ ਆਪਰੇਟਰ ਨੂੰ ਬੈਲਟ ਦੀ ਉਚਾਈ ਨੂੰ ਛੋਟੀ ਰੇਂਜ ਵਿੱਚ ਐਡਜਸਟ ਕਰਨ ਦੀ ਲੋੜ ਹੈ, ਤਾਂ ਕਿਰਪਾ ਕਰਕੇ ਸਿਰਫ਼ ਪੇਚ 1 ਨੂੰ ਢਿੱਲਾ ਕਰੋ, ਅਤੇ ਐਡਜਸਟਮੈਂਟ ਨੌਬ ਨੂੰ ਘੁਮਾਓ।

5. ਬੋਤਲ ਸਪੇਸ ਐਡਜਸਟਿੰਗ ਵ੍ਹੀਲ ਅਤੇ ਰੇਲਿੰਗ ਨੂੰ ਐਡਜਸਟ ਕਰਨਾ।
ਬੋਤਲ ਦੇ ਨਿਰਧਾਰਨ ਨੂੰ ਬਦਲਦੇ ਸਮੇਂ ਆਪਰੇਟਰ ਨੂੰ ਬੋਤਲ ਸਪੇਸ ਐਡਜਸਟਿੰਗ ਵ੍ਹੀਲ ਅਤੇ ਰੇਲਿੰਗ ਦੀ ਸਥਿਤੀ ਬਦਲਣੀ ਚਾਹੀਦੀ ਹੈ। ਸਪੇਸ ਐਡਜਸਟਿੰਗ ਵ੍ਹੀਲ ਅਤੇ ਰੇਲਿੰਗ ਦੇ ਵਿਚਕਾਰ ਦੀ ਜਗ੍ਹਾ ਬੋਤਲ ਦੇ ਵਿਆਸ ਨਾਲੋਂ 2-3mm ਘੱਟ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ। ਕਿਰਪਾ ਕਰਕੇ ਇਹ ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਐਡਜਸਟਮੈਂਟ ਤੋਂ ਬਾਅਦ ਕਨਵੇਅਰ ਅਤੇ ਬੋਤਲ ਫਿਕਸ ਸਟ੍ਰਕਚਰ ਦੀ ਸੈਂਟਰਲਾਈਨ ਇੱਕੋ ਲਾਈਨ 'ਤੇ ਹੋਵੇ।
ਢਿੱਲਾ ਐਡਜਸਟਿੰਗ ਪੇਚ ਬੋਤਲ ਸਪੇਸ ਐਡਜਸਟਿੰਗ ਵ੍ਹੀਲ ਦੀ ਸਥਿਤੀ ਨੂੰ ਐਡਜਸਟ ਕਰ ਸਕਦਾ ਹੈ।
ਢਿੱਲਾ ਐਡਜਸਟ ਕਰਨ ਵਾਲਾ ਹੈਂਡਲ ਕਨਵੇਅਰ ਦੇ ਦੋਵਾਂ ਪਾਸਿਆਂ 'ਤੇ ਰੇਲਿੰਗ ਦੀ ਚੌੜਾਈ ਨੂੰ ਐਡਜਸਟ ਕਰ ਸਕਦਾ ਹੈ।


